Aggiungi ai preferiti
Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese
cliccare qui
#Tendenze
{{{sourceTextContent.title}}}
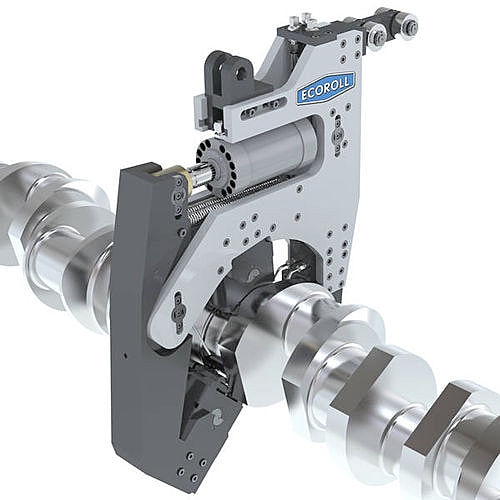
Nuovo attrezzo profondo di rotolamento di ECOROLL per l'aumento della resistenza di affaticamento degli alberi a gomito
{{{sourceTextContent.subTitle}}}
Un rotolamento profondo simultaneo dei due grandi raggi sui cuscinetti principali e sui cuscinetti storti del perno degli alberi a gomito.
{{{sourceTextContent.description}}}
Attrezzo profondo HFK02 exp di rotolamento del rullo multiplo di ECOROLLs. (espandersi) è destinato specialmente in profondità a rotolare i due grandi raggi sui cuscinetti principali e sui cuscinetti storti del perno sugli alberi a gomito nello stesso processo. Il rotolamento profondo provoca un considerevole aumento nella resistenza di affaticamento, cioè nella quantità di alternazioni del carico possibili senza l'affaticamento o la frattura di sofferenza del pezzo da lavorare. Il rotolamento profondo offre una combinazione unica di tre effetti fisici per raggiungere questo risultato:
- Generare le sollecitazioni di compressione nella zona marginale con la penetrazione profonda
- Lavorazione a freddo per aumentare resistenza
- Eliminando le micro-tacche lisciando la superficie
Tutti i metalli duttili fino ad una durezza di 45 HRC con una resistenza alla trazione fino ad un ² di 1400 N/mm o una resistenza di rendimento di un ² di 1200 N/mm possono in profondità essere rotolati. Un cilindro idraulico è utilizzato per applicare la forza profonda richiesta di rotolamento. Il carico massimo per il cilindro idraulico è barra 250.
L'attrezzo profondo HFK02 exp di rotolamento. è caratterizzato dal relativo disegno forza-chiudente, cioè nessuna forza profonda di rotolamento è condotta nella macchina. dovuto il relativo disegno C-a forma di, le forze rimangono nell'attrezzo.
La dimensione X si riferisce al cilindro nella posizione ritratta che è maggior del diametro d'elaborazione in moda da potere funzionare l'attrezzo dentro sulla messa a punto senza scontro. I diametri da lavorare possono essere di vari disegni. Per procedare i diametri differenti, le teste del rullo vengono in vari formati e devono essere scambiate. Le teste del rullo sono regolate per lo specific che proceda i diametri. In più, le teste del rullo inoltre determinano la larghezza della sede del cuscinetto da procedare.