Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese cliccare qui
#News
{{{sourceTextContent.title}}}
Stampaggio a soffiaggio 101: tutto quello che c'è da sapere
{{{sourceTextContent.subTitle}}}
Stampaggio a soffiaggio 101
{{{sourceTextContent.description}}}
1. Definizione e scopo
Lo stampaggio a soffiaggio è un metodo di produzione della plastica per creare parti cave gonfiando la plastica riscaldata (un parison o preforma) all'interno di uno stampo fino a renderla conforme alla forma della cavità.
È particolarmente adatto per la produzione di prodotti leggeri e cavi come bottiglie, contenitori e serbatoi, con un uso efficiente dei materiali e una necessità di finitura relativamente bassa.
2. Contesto storico
Il concetto di soffiaggio si è evoluto dalla tradizione della soffiatura del vetro: l'idea di gonfiare un materiale caldo in una cavità è stata trasferita alla plastica nel XX secolo.
Le prime macchine commerciali per il soffiaggio della plastica sono apparse negli anni '30 e la tecnica si è sviluppata nei decenni successivi con la diffusione di polimeri sintetici come il polietilene.
Negli anni '70-'80, innovazioni come il soffiaggio per estrusione, il soffiaggio a iniezione e il soffiaggio per stiramento hanno ulteriormente diversificato le aree di applicazione (ad esempio, le bottiglie in PET).
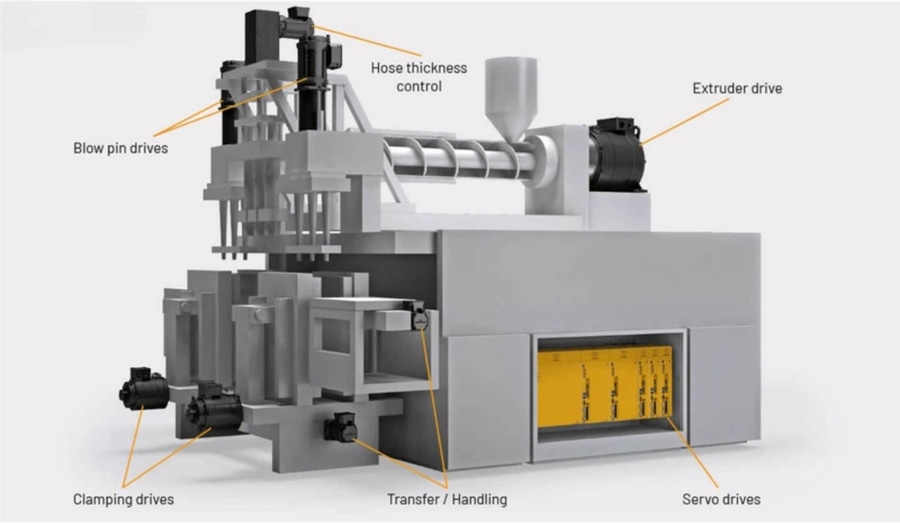
3. Fasi del processo: Dalla fusione al pezzo finito
L'articolo illustra le fasi principali del processo di soffiaggio:
Preparazione della plastica: I pellet di resina vengono fusi in un estrusore, con un attento controllo della temperatura per evitare la degradazione.
Formazione del parison / della preforma: A seconda del metodo, viene prodotto un parison (tubo fuso) o una forma preformata.
Chiusura e gonfiaggio dello stampo: Lo stampo si blocca intorno al parison e l'aria compressa viene utilizzata per espanderlo e adattarlo alle pareti dello stampo. Nello stiro-soffiaggio, la preforma viene anche stirata meccanicamente prima del gonfiaggio per ottenere proprietà migliori.
Raffreddamento ed espulsione: La plastica si solidifica contro lo stampo, lo stampo si apre e il pezzo viene espulso. Il materiale in eccesso viene tagliato.
4. Principali tipi di stampaggio a soffiaggio
L'articolo descrive diverse varianti, ciascuna adatta a diversi tipi di prodotto:
Estrusione e soffiaggio (EBM): Un parison viene estruso e poi gonfiato in uno stampo. Ottimo per prodotti cavi di medie e grandi dimensioni con flessibilità nello spessore delle pareti.
Soffiaggio a iniezione (IBM): Una preforma viene prima stampata a iniezione, poi trasferita e gonfiata. Offre un eccellente controllo dimensionale e finitura superficiale, spesso utilizzato per piccole bottiglie e fiale.
Stampaggio a iniezione e stiro-soffiaggio (ISBM / SBM): La preforma viene stirata meccanicamente e poi soffiata, ottenendo un orientamento biassiale che migliora la resistenza, la chiarezza e le proprietà barriera (comunemente usato per le bottiglie per bevande in PET).
Soffiaggio per co-estrusione: Più estrusori producono un parison stratificato (ad esempio, strati barriera o rinforzi). Si usa quando si combinano funzioni (ad es. resistenza chimica, forza strutturale).
Soffiaggio con ruota rotante: Metodo ad alta produttività con stampi multipli su una ruota rotante, che passa in sequenza attraverso l'estrusione, il gonfiaggio, il raffreddamento e l'espulsione.
Estrusione, stiro e soffiaggio: Un ibrido di estrusione e stiramento, utilizzato per pezzi speciali che richiedono resistenza con un materiale minimo.
5. Materiali adatti allo stampaggio a soffiaggio
Lo stampaggio a soffiaggio è adatto a una varietà di materiali termoplastici, ma alcuni sono più comuni:
L'HDPE (polietilene ad alta densità) è il più utilizzato, grazie alla sua tenacità, resistenza chimica, leggerezza e idoneità al contatto con gli alimenti.
LDPE, LLDPE: più flessibile, utile per pareti più sottili, bottiglie da spremere, ecc.
PP (polipropilene): Offre rigidità e resistenza termica/chimica, utile in ambito medico, alimentare e automobilistico.
PET: Eccellente trasparenza e proprietà barriera; spesso utilizzato nello stampaggio a soffiaggio elastico per le bottiglie per bevande.
Altri: Si utilizzano anche PVC, PS, ABS, PC e resine riciclate/di scarto.
6. Struttura dei costi, vantaggi e limiti
Costi ed economia: I costi di attrezzaggio nello stampaggio a soffiaggio sono generalmente inferiori a quelli dello stampaggio a iniezione per i pezzi cavi di medie e grandi dimensioni, rendendo lo stampaggio a soffiaggio economicamente vantaggioso per volumi moderati o elevati.
Tuttavia, per volumi molto bassi, altri metodi di prototipazione possono essere più economici; per i pezzi solidi di alta precisione, lo stampaggio a iniezione può essere più economico nel lungo periodo.
Vantaggi: Elevata efficienza produttiva (cicli veloci), flessibilità di progettazione (maniglie, curve complesse, elementi integrati), pezzi leggeri, buon utilizzo dei materiali, costanza nei volumi.
Sfide/difetti: Tra i problemi vi sono lo spessore non uniforme delle pareti (dovuto al controllo del parison o allo squilibrio del raffreddamento), l'appannamento (eccesso di materiale nelle giunture), bolle/vuoti (dovuti all'umidità o all'aria intrappolata), difetti superficiali (dovuti all'instabilità della temperatura o alla contaminazione).
7. Applicazioni e confronti con altri metodi di stampaggio
Applicazioni: Lo stampaggio a soffiaggio è molto utilizzato per bottiglie per bevande, detergenti, flaconi per shampoo, contenitori per la cura della casa, parti di autoveicoli (serbatoi di carburante, sistemi di serbatoi), fusti e serbatoi industriali, contenitori medicali/vascolari, beni di consumo (giocattoli, bottiglie riutilizzabili).
Rispetto allo stampaggio rotazionale: Lo stampaggio a soffiaggio è più veloce, più adatto a volumi più elevati, con un costo per pezzo inferiore per i pezzi cavi con pareti più sottili; lo stampaggio rotazionale gestisce pareti più spesse, forme semplici di grandi dimensioni e investimenti in utensili inferiori, ma con cicli più lenti.
Rispetto allo stampaggio a iniezione: Lo stampaggio a soffiaggio è ottimizzato per i pezzi cavi; lo stampaggio a iniezione è migliore per i pezzi solidi o più intricati con tolleranze strette.
8. Integrazione, sostenibilità e direzioni future
Integrazione con la stampa 3D: la stampa 3D è utile nelle fasi di progettazione e sviluppo, per la prototipazione di contenitori, stampi di prova o inserti, per l'iterazione delle caratteristiche prima di passare all'attrezzaggio completo per lo stampaggio a soffiaggio.
In questo modo si riducono i rischi e i costi nella fase iniziale di sviluppo.
Tendenze della sostenibilità: L'industria si sta adattando attraverso l'uso di materiali riciclati (post-consumo o macinati industriali), l'adozione di plastiche a base biologica e biodegradabili (ad esempio bio-PET, PLA), l'alleggerimento (pareti più sottili senza sacrificare la resistenza), i miglioramenti dell'efficienza energetica (azionamenti elettrici, migliore riscaldamento/raffreddamento) e il riciclaggio a ciclo chiuso di rottami/scarti.
Conclusioni: Lo stampaggio a soffiaggio rimane un metodo altamente efficiente, flessibile ed economico per la produzione di parti in plastica cave in molti settori. Il suo futuro sarà probabilmente all'insegna della sostenibilità, dell'integrazione con la produzione digitale e dei materiali avanzati per rimanere competitivi.