Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese cliccare qui
#News
{{{sourceTextContent.title}}}
Colata in pressione: Processo, materiali, vantaggi e applicazioni
{{{sourceTextContent.subTitle}}}
Colata di spremitura
{{{sourceTextContent.description}}}
1. Panoramica e definizione dello Squeeze Casting
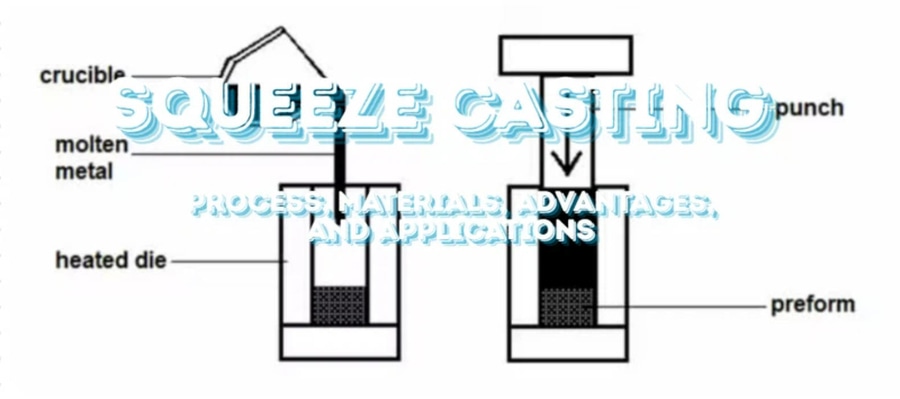
La colata in pressione è un processo di formatura dei metalli che combina la flessibilità di progettazione della colata con i vantaggi meccanici della forgiatura. In questo processo, il metallo fuso viene versato in uno stampo metallico chiuso e solidificato sotto un'elevata pressione meccanica. La pressione applicata riduce in modo significativo il ritiro e la porosità dei gas, dando vita a pezzi densi con una microstruttura fine e proprietà meccaniche vicine a quelle dei componenti forgiati. La colata in pressione è particolarmente apprezzata nei casi in cui sono fondamentali un'elevata resistenza, una bassa porosità e una precisione dimensionale.
2. Principio e sviluppo del processo
Il processo funziona versando il metallo fuso in uno stampo preriscaldato e applicando una pressione attraverso un punzone idraulico prima che la solidificazione sia completa. Questa pressione costringe il metallo a riempire completamente la cavità e a rimanere compatto durante il raffreddamento. Sviluppata a metà del XX secolo, la colata a pressione ha acquisito importanza industriale grazie ai progressi delle presse idrauliche e dei materiali degli stampi. Dagli anni '70 è stata ampiamente adottata nell'industria automobilistica e aerospaziale per la produzione di componenti in lega di alluminio e magnesio ad alte prestazioni.
3. Tipi e parametri chiave del processo
La colata in pressione può essere classificata in colata in pressione diretta, colata in pressione indiretta e forgiatura di metallo liquido. Ciascuna tipologia si differenzia per il modo in cui il metallo viene introdotto e per il modo in cui viene applicata la pressione, consentendo una certa flessibilità per le diverse geometrie dei pezzi e per i requisiti di prestazione. La qualità dei pezzi stampati dipende in larga misura dal controllo preciso dei parametri chiave, tra cui la pressione applicata, la temperatura di colata, la temperatura dello stampo, la velocità di pressatura, i tempi e la durata della pressione. Il corretto bilanciamento di questi fattori è essenziale per ottenere una bassa porosità, una struttura granulometrica uniforme e proprietà meccaniche costanti.
4. Materiali, proprietà e vantaggi
I materiali più comuni utilizzati nella colata per schiacciamento includono leghe di alluminio, leghe di magnesio, leghe di rame, leghe di zinco e alcuni compositi a matrice metallica. I pezzi prodotti con lo squeeze casting presentano un'elevata densità, un'eccellente resistenza alla fatica, una migliore duttilità, una buona finitura superficiale e tolleranze dimensionali ristrette. Il processo consente inoltre di trattare termicamente e saldare i pezzi in modo affidabile, cosa spesso difficile con i componenti pressofusi tradizionali. Questi vantaggi rendono la pressofusione adatta ad applicazioni strutturali e portanti.
5. Applicazioni, limitazioni e considerazioni di scelta
La colata in pressione è ampiamente utilizzata per i componenti delle sospensioni e dello sterzo nel settore automobilistico, per le parti strutturali del settore aerospaziale, per i macchinari industriali e per i componenti di gestione termica come gli alloggiamenti dei motori e i dissipatori di calore. Sebbene offra una qualità superiore rispetto alla colata per gravità e prestazioni meccaniche migliori rispetto alla pressofusione ad alta pressione, presenta anche dei limiti. Tra questi, i costi più elevati di attrezzature e utensili, i tempi di ciclo più lunghi rispetto alla pressofusione, i requisiti di controllo del processo più severi e l'idoneità limitata a geometrie molto complesse. Di conseguenza, la colata in pressione è più economica per la produzione di medi volumi, dove l'alta resistenza e l'affidabilità superano l'investimento iniziale in attrezzature.