Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese cliccare qui
#News
{{{sourceTextContent.title}}}
Fresatura ad arrampicata contro fresatura convenzionale. Fresatura convenzionale: Quali sono le differenze?
{{{sourceTextContent.subTitle}}}
Fresatura ad arrampicata contro fresatura convenzionale. Fresatura convenzionale
{{{sourceTextContent.description}}}
1. Definizioni e differenze fondamentali
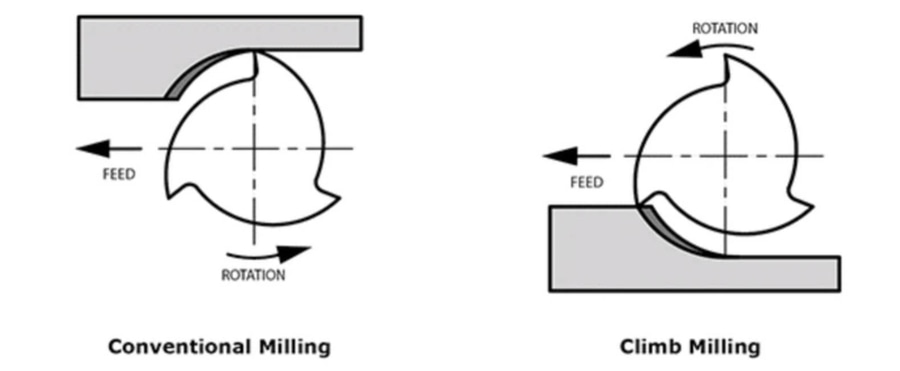
La fresatura in salita (detta anche fresatura in discesa) e la fresatura convenzionale (fresatura in salita) sono due approcci fondamentali nelle operazioni di fresatura che si differenziano per la direzione di rotazione della fresa rispetto all'avanzamento del pezzo. Nella fresatura in salita, la fresa ruota con la direzione di avanzamento, impegnando il materiale al massimo spessore del truciolo e riducendolo a zero al termine del taglio. Nella fresatura convenzionale, la fresa ruota contro la direzione di avanzamento, iniziando con uno spessore del truciolo quasi nullo e aumentando fino al massimo man mano che il taglio procede.
2. Come agiscono le forze di taglio
La direzione delle forze di taglio è una distinzione fondamentale. Nella fresatura in salita, le forze di taglio tendono a tirare l'utensile verso il pezzo, premendo il materiale verso la tavola della macchina; ciò può ridurre le vibrazioni e spesso produce una superficie più liscia. Nella fresatura convenzionale, le forze spingono l'utensile lontano dal pezzo, il che può talvolta causare un sollevamento del pezzo verso l'alto e una maggiore deflessione dell'utensile se il fissaggio e la rigidità non sono adeguati.
3. Finitura superficiale e durata dell'utensile
La fresatura a scanalatura produce in genere una migliore finitura superficiale perché i trucioli si depositano dietro la fresa anziché davanti, riducendo al minimo la ricucitura dei trucioli e l'accumulo di calore. Questo spesso porta a una maggiore durata dell'utensile e a un taglio più efficiente. La fresatura convenzionale tende a generare un maggiore attrito all'inizio del taglio, può produrre finiture più ruvide e può causare una maggiore usura degli utensili a causa del taglio dei trucioli e della generazione di calore.
4. Requisiti della macchina e casi d'uso
Poiché la fresatura in salita trascina il pezzo verso la fresa, richiede macchine con gioco minimo ed elevata rigidità, in genere le moderne macchine CNC, per evitare l'estrazione dell'utensile e le vibrazioni. La fresatura convenzionale, essendo meno aggressiva, è più tollerabile su macchine più vecchie con gioco o rigidità inferiore ed è spesso preferita per operazioni di sgrossatura o per la lavorazione di materiali più duri (come la ghisa) dove la finitura superficiale è meno critica.
5. Considerazioni sulla scelta e indicazioni pratiche
La scelta tra la fresatura in salita e quella convenzionale dipende dal materiale, dalle condizioni della macchina e dagli obiettivi di lavorazione. Per una fresatura di precisione, finiture lisce e una maggiore durata degli utensili, la fresatura in salita è spesso la scelta migliore quando la macchina e l'attrezzatura sono in grado di supportarla. La fresatura convenzionale rimane utile quando si lavora con attrezzature più vecchie, superfici più ruvide o condizioni in cui il gioco è un problema, oppure quando si preferisce un ingresso controllato nel materiale. La comprensione di entrambi i metodi aiuta i macchinisti a bilanciare la qualità della superficie, l'usura degli utensili, le forze di taglio e i limiti della macchina.