Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese cliccare qui
#News
{{{sourceTextContent.title}}}
5 cause di danno subsuperficiale della lente ottica durante il taglio
{{{sourceTextContent.subTitle}}}
5 cause di danno subsuperficiale della lente ottica durante il taglio
{{{sourceTextContent.description}}}
Nella produzione di lenti ottiche di alta precisione, l'integrità della superficie e della sottosuperficie della lente è fondamentale. Uno dei difetti più nascosti ma di maggiore impatto è il danno alla sottosuperficie delle lenti ottiche, che si verifica durante il taglio. Questo tipo di danno non è visibile a occhio nudo o con strumenti di ispezione convenzionali, ma può degradare le prestazioni ottiche, ridurre la resistenza e aumentare i costi di lucidatura.
La comprensione delle cause principali dei danni sottosuperficiali durante il taglio consente agli ingegneri di implementare strategie che riducono i difetti, migliorano la qualità delle lenti e aumentano l'affidabilità a lungo termine. Questo articolo esplora cinque cause principali di danno subsuperficiale delle lenti ottiche e discute i metodi pratici di mitigazione.
danno sottosuperficiale lente ottica
Schermata
1. Sollecitazioni meccaniche dovute alle forze di taglio
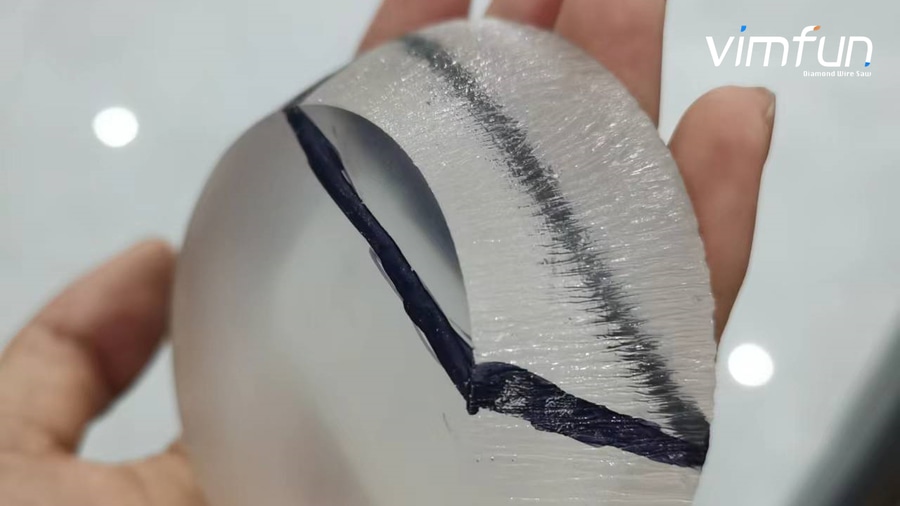
Durante il processo di taglio, le forze meccaniche esercitate dall'utensile o dal filo creano sollecitazioni sotto la superficie. Nei materiali ottici fragili, queste sollecitazioni possono generare microfratture radiali e laterali che si propagano al di sotto della superficie nominale, provocando danni sotto la superficie.
Nota tecnica: velocità di avanzamento elevate o impegno improprio dell'utensile amplificano le cricche indotte dalle sollecitazioni. Il controllo ottimale della velocità di avanzamento, della tensione del filo e della velocità di taglio è essenziale per limitare i danni.
2. Effetti termici e accumulo di calore
Il taglio ad alta velocità genera calore localizzato, soprattutto in materiali come il BK7, la silice fusa o il germanio. I gradienti termici creano zone di tensione, contribuendo alla deformazione irreversibile della superficie e alle microfessure.
Esempio di controllo dei parametri:
Velocità del filo: fino a 80 m/s
Tensione del filo: 150-250 N
Il mantenimento di una velocità e di un raffreddamento adeguati evita uno stress termico eccessivo e riduce i difetti della superficie.
Riferimento: Manuale ASM sulla caratterizzazione dei materiali
https://www.asminternational.org/materials-resources/complex-materials-handbook
3. Usura degli utensili e degrado degli abrasivi
Gli utensili da taglio usurati o gli abrasivi a filo diamantato generano forze irregolari, producendo condizioni di taglio instabili. Questa irregolarità aumenta l'indentazione localizzata, portando a microfratture sotto la superficie.
Attenuazione: L'ispezione regolare dell'utensile, la sostituzione del filo usurato e l'uso di abrasivi di qualità costante riducono il rischio di danni sotto la superficie.
4. Proprietà dei materiali fragili
I materiali ottici sono spesso substrati a bassa tenacità alla frattura. Durante il taglio, anche piccole perturbazioni possono indurre cricche sotto la superficie. Ciò è particolarmente vero per i materiali a infrarossi come il germanio e il seleniuro di zinco, che sono molto sensibili alle sollecitazioni meccaniche e termiche.
Riferimento: ISO 25178 - Struttura della superficie
https://www.iso.org/standard/52075.html
5. Rilevamento e monitoraggio del processo inadeguati
I danni sotto la superficie spesso passano inosservati perché l'ispezione visiva e i profilometri convenzionali non sono in grado di rilevare i difetti sotto la superficie. La mancanza di un monitoraggio del processo in tempo reale consente la formazione e la propagazione di microfessure, con conseguente aumento dei tempi di lucidatura e della perdita di materiale in fase di produzione.
Tecniche di rilevamento avanzate:
Tomografia a coerenza ottica (OCT)
C-Scan a ultrasuoni
Tomografia computerizzata a raggi X (TC)
Questi metodi forniscono immagini risolte in profondità per rilevare e ridurre i danni della sottosuperficie prima della lucidatura finale.
Effetti sulle prestazioni ottiche
Anche se inizialmente invisibile, il danno sottosuperficiale influisce sulle prestazioni:
La dispersione della luce riduce la funzione di trasferimento della modulazione (MTF).
La resistenza meccanica diminuisce, aumentando il rischio di guasti.
È necessaria una lucidatura eccessiva per rimuovere i difetti nascosti, con conseguente aumento dei costi.
L'affidabilità a lungo termine è compromessa dai cicli termici o dalle sollecitazioni meccaniche.
Strategie di mitigazione
Per ridurre al minimo i danni subiti dalle lenti ottiche, i produttori dovrebbero:
Ottimizzare i parametri di taglio: velocità di avanzamento, velocità e tensione del filo.
Utilizzare abrasivi diamantati di alta qualità con grana adeguata.
Utilizzare una lavorazione in più fasi: taglio grossolano seguito da una finitura fine.
Incorporare una lucidatura consapevole della superficie: CMP o finitura magnetoreologica.
Applicare il monitoraggio in tempo reale: sensori di vibrazione, forza e temperatura.
Applicazioni industriali
I danni subsuperficiali sono critici nelle industrie che richiedono ottiche di alta precisione:
Lenti per la litografia dei semiconduttori
Ottica aerospaziale e della difesa
Microscopia ad alta precisione
Lenti per imaging a infrarossi
Componenti ottici AR/VR
La riduzione dei danni subacquei migliora la resa, la qualità e la durata dei sistemi ottici.
Conclusione
Principali risultati:
Le sollecitazioni meccaniche e le forze di taglio sono i principali responsabili.
Gli effetti termici generano microfessure sotto le superfici.
L'usura dell'utensile e la qualità dell'abrasivo influiscono direttamente sull'integrità della superficie.
La fragilità del materiale amplifica i difetti indotti dal taglio.
I limiti di rilevamento permettono ai difetti nascosti di persistere, aumentando i costi e riducendo l'affidabilità.
Comprendendo e controllando questi fattori, i produttori possono ridurre in modo significativo i danni sottosuperficiali delle lenti ottiche, migliorando la qualità, riducendo gli scarti e prolungando la vita utile dei componenti ottici.