Aggiungi ai preferiti
Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese
cliccare qui
#News
{{{sourceTextContent.title}}}
Condivisione del caso: 55xD Microforatura in un soffione di silicio a cristallo singolo con CNC a ultrasuoni
{{{sourceTextContent.subTitle}}}
Condivisione del caso: 55xD Microforatura in un soffione di silicio a cristallo singolo con CNC a ultrasuoni
{{{sourceTextContent.description}}}
Il silicio, il silicio a cristallo singolo e il carburo di silicio sono i materiali più diffusi per i soffioni a semiconduttore, che richiedono molti fori microprofondi. Il laser è un metodo comune per realizzare i fori. Tuttavia, gli svantaggi del laser sono evidenti, come la scarsa qualità della superficie, i lunghi tempi di ciclo e l'incoerenza dei fori.
Sempre più produttori hanno iniziato a rivolgersi a soluzioni CNC. Tuttavia, le proprietà di durezza e fragilità di questi materiali provocano facilmente la scheggiatura del bordo del foro, una scarsa qualità e precisione della superficie della parete del foro, un basso rendimento, una scarsa durata dell'utensile e una bassa efficienza, per non parlare dell'elevato costo di ogni pezzo. Prendiamo ad esempio il nostro cliente. L'obiettivo è quello di praticare molti fori microprofondi D0,45 mm 55xD in un soffione di silicio a cristallo singolo.
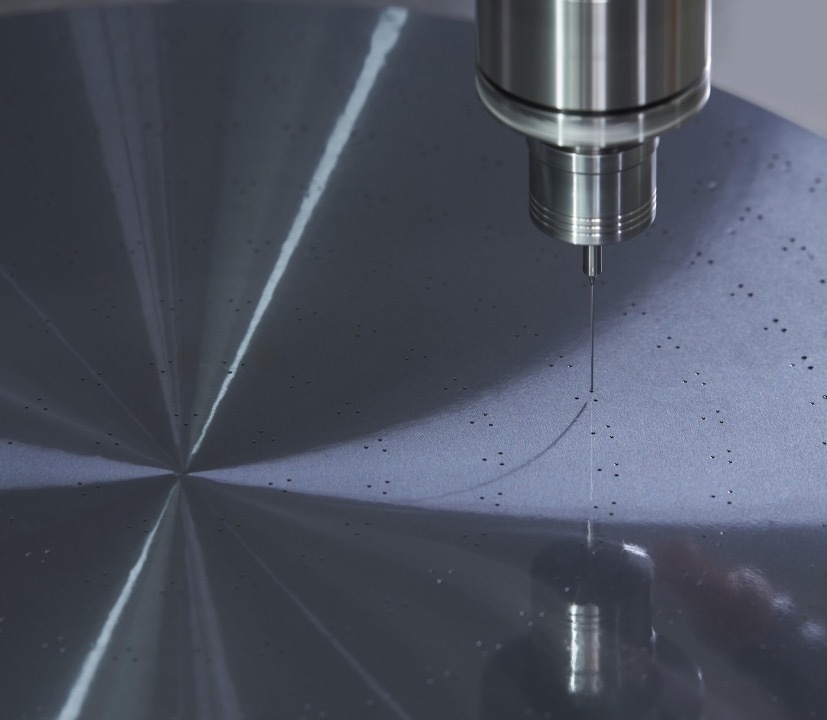
Pezzo in lavorazione: Soffione per semiconduttori
Materiale: Silicio a cristallo singolo
Dimensioni dei fori: D0,45 mm*24,75 mm
All'inizio si è provato con la foratura su due lati, ma i fori erano troppo profondi e causavano facilmente la rottura dell'utensile. Anche i segni di taglio all'interno dei fori in cui si incontrava la foratura bilaterale costituivano una grande sfida. Inoltre, la scarsa rigidità e le vibrazioni del trapano peggioravano la qualità e la pendolarità della parete del foro.
Sfide:
- Rugosità della parete del foro Sa ≥6,54μm
- Rotondità del foro ≥0,025 mm
- Impossibilità di controllare la perpendicolarità del foro
Per risolvere i problemi dei clienti, Conprofe offre una soluzione ibrida con la sua macchina utensile a ultrasuoni e la microforatura PCD solida. Con la foratura a ultrasuoni, alla punta vengono applicate microvibrazioni da 16kHz a 60kHz. La punta si tocca e si separa periodicamente dal pezzo in lavorazione, riducendo la forza di taglio del 40%.
I risultati della foratura a ultrasuoni sono sorprendenti:
1. Foratura continua di oltre 2.000 microfori ultra-profondi con una sola punta in PCD solido
2. Nessuna scheggiatura osservabile intorno ai bordi del foro
3. Rotondità del foro fino a 0,003 mm
4. Rugosità della parete del foro ridotta del 99,8%, da Sa 6,540μm a Sa 0,013μm
Se anche voi lavorate con materiali duri e fragili nei semiconduttori o in altri settori, in particolare se siete alla ricerca di una soluzione per la foratura ultra-profonda di microfori, siete invitati a contattarci per saperne di più sui vantaggi della lavorazione a ultrasuoni!
Signora Esther HU
Direttore vendite senior
Tel/WhatsApp: +86-138 2607 9999
Email: [email protected]
Web: www.conprofecnc.com




