Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese cliccare qui
#Tendenze
{{{sourceTextContent.title}}}
DPH serie Blister Machine-la stazione di saldatura
{{{sourceTextContent.subTitle}}}
DPH serie Blister Machine-la stazione di saldatura
{{{sourceTextContent.description}}}
La Blister Packaging Machine, nella stazione di saldatura, il foglio di copertura è sigillato al materiale blister formato per creare una barriera protettiva intorno al prodotto. La macchina imballatrice della bolla ha due tipi di principio di sigillamento della bolla, sigillamento del piano e sigillamento rotatorio, questa macchina imballatrice della bolla adotta il sigillamento rotatorio, il sigillamento rotatorio adotta un moto di rotolamento continuo per usare il calore e la pressione per sigillare i prodotti
Rispetto alla sigillatura dei piani, la sigillatura rotante ha questi caratteri:
L'indicizzazione continua permette un'alimentazione blister più facile per prodotti di forma semplice, come il tavolo e la capsula, non è adatto per fiale e fiale o altri prodotti di forma complicata.
Il tempo di permanenza per la sigillatura è più breve, riducendo così l'aria calda che entra nelle sacche blister.
Minore spazio richiesto grazie alla combinazione dell'indicizzazione in una sola stazione.
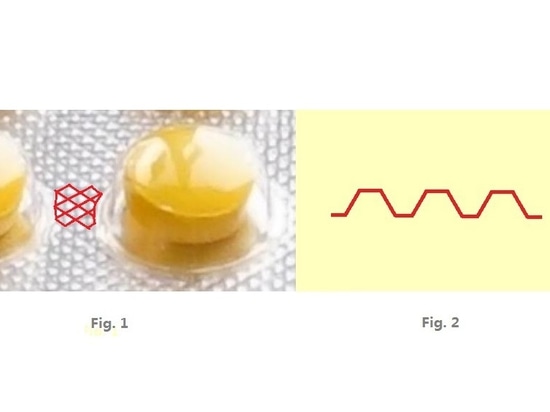
Rughe ridotte grazie alla tenuta lineare dei contatti.
Tempo di processo di saldatura molto breve, in modo che la Blister Machine possa funzionare ad una velocità superiore
Raggiunto una pressione di tenuta più elevata con forze minori grazie alla minore area di tenuta (solo una lineare).
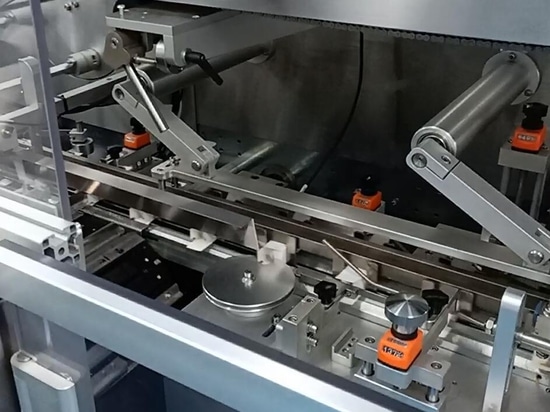
Il principio di funzionamento della stazione di saldatura.
Durante il funzionamento della macchina imballatrice della bolla, il rullo di riscaldamento preme la muffa di sigillamento rotatoria (come l'immagine mostrata), la temperatura del rullo di riscaldamento è intorno 220℃, con l'indicizzazione continua, la bolla formata prendpartee alla cavità della muffa di sigillamento rotatoria, sotto la pressione e la temperatura la stagnola di coperchiatura è sigillata al materiale formato della bolla. Quando la Blister Machine si ferma, il rullo riscaldante può alzarsi automaticamente.
Ci sono 4 aspetti che possono influenzare la qualità della sigillatura:
Il tempo di permanenza per la sigillatura, se il tempo è troppo breve, la colla (lato adesivo) nel foglio di copertura non può essere fuso abbastanza, così il foglio di copertura non può apporre il materiale di formazione fortemente; Ma troppo a lungo del tempo, l'aria calda che entrerà nelle tasche della bolla, deforma la bolla e può avere effetti sui prodotti.
La temperatura, temperatura troppo bassa non può fondere la colla sul lato adesivo del foglio di copertura; Ma la temperatura troppo alta deformerà la bolla ed effettua i prodotti, normalmente la temperatura è di circa 220℃.
La pressione, la pressione tra il rullo riscaldante e lo stampo di tenuta dovrebbe essere sufficiente a rendere chiara la griglia di tenuta lineare, in modo che il foglio di copertura può essere apposto sulla materia formante, ma una pressione troppo alta sarà dannosa per la macchina blister, normalmente l'aria compressa che ha fornito al cilindro del rullo riscaldante (nella parte posteriore della macchina) dovrebbe essere impostata intorno a 0,4 Mpa.
Sostituzione della bobina della pellicola di copertura
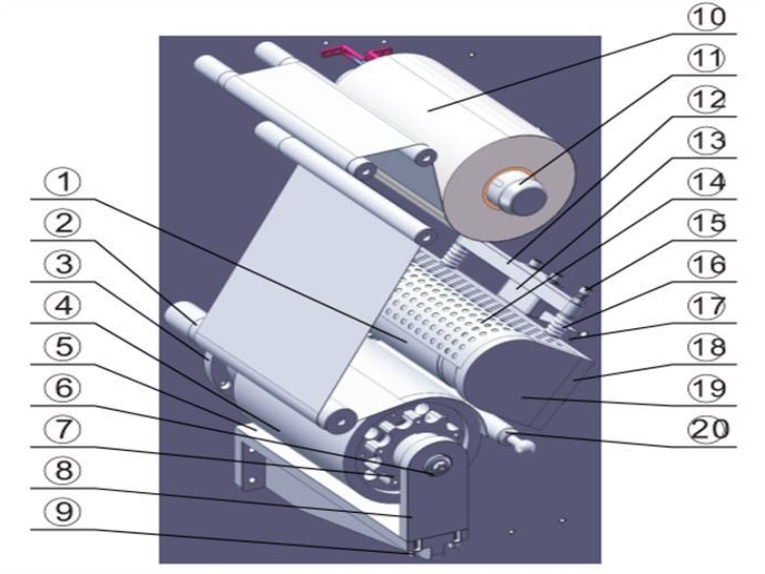
Quando la Blister Machine esaurisce il foglio di copertura, dobbiamo fermare la Blister Machine e sostituire una nuova bobina. In questa macchina della bolla il caricatore della stagnola di coperchiatura (11) adotta un meccanismo veloce della serratura, permettendo la sostituzione del materiale di coperchiatura molto facilmente, in primo luogo gira l'interruttore del caricatore della stagnola di coperchiatura (21) alla posizione orizzontale per allentare la bobina della stagnola di coperchiatura dal caricatore, prende la bobina corrente fuori dal caricatore, quindi mette la nuova bobina della stagnola di coperchiamento al caricatore, infine gira l'interruttore alla posizione verticale per riparare la bobina.
Sostituzione dello stampo di tenuta rotante.
Per sostituire lo stampo di tenuta rotativo, dobbiamo spegnere la macchina blister in primo luogo, quando la macchina blister si ferma, il rullo di riscaldamento (1) può salire automaticamente per separare con stampo di tenuta rotativo, il rullo di riscaldamento è guidato da un cilindro a salire, in modo da assicurarsi che la macchina blister ancora collegare con aria compressa quando si spegne; Bloccare l'ingresso dell'acqua, estrarre il raccordo dell'acqua (6); allentare la vite (9) per estrarre la sede di supporto2 (8) e collegare il coperchio (7); estrarre lo stampo di tenuta rotante (4) dal suo albero; posizionare il nuovo stampo di tenuta rotante sul suo albero; rimettere il coperchio di collegamento, il raccordo dell'acqua, la sede di supporto2, la vite di bloccaggio, quindi completare la sostituzione.
Regolazione della vite a molla (15)
Se l'impronta della griglia di tenuta non è uniforme sul nastro sigillato, come ad esempio un lato è profondo l'altro lato è poco profondo, possiamo regolare due lati delle viti a molla (15), per aumentare la pressione sul lato basso o diminuire la pressione sul lato profondo
Nota: Quando spegnete la Blister Machine, assicuratevi che il refrigeratore d'acqua funzioni ancora per 30 minuti in più, in modo che l'acqua possa continuare a proteggere i cuscinetti del rullo riscaldante dal danneggiamento assorbendo il calore dal rullo riscaldante.
Il diagramma schematico della stazione di saldatura