Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese cliccare qui
#Tendenze
{{{sourceTextContent.title}}}
Soluzioni tecniche mirate per le sfide dell'assemblaggio delle scocche bianche
{{{sourceTextContent.subTitle}}}
soluzione di serraggio per carrozzeria bianca, avvitatore elettrico per carrozzeria bianca, avvitatore elettrico con regolazione della coppia di serraggio
{{{sourceTextContent.description}}}
Nell'officina di assemblaggio automatizzato di carrozzerie bianche, con l'aumento della domanda di connessioni a bullone, le sfide nascono non solo dall'alimentazione automatica di viti di grande diametro, ma anche dalle complesse interferenze nelle stazioni di assemblaggio, dalla scarsa precisione dimensionale della carrozzeria del veicolo e dai layout limitati delle stazioni di lavoro. Di fronte a queste diverse sfide di assemblaggio, quali soluzioni tecniche offre Danikor?
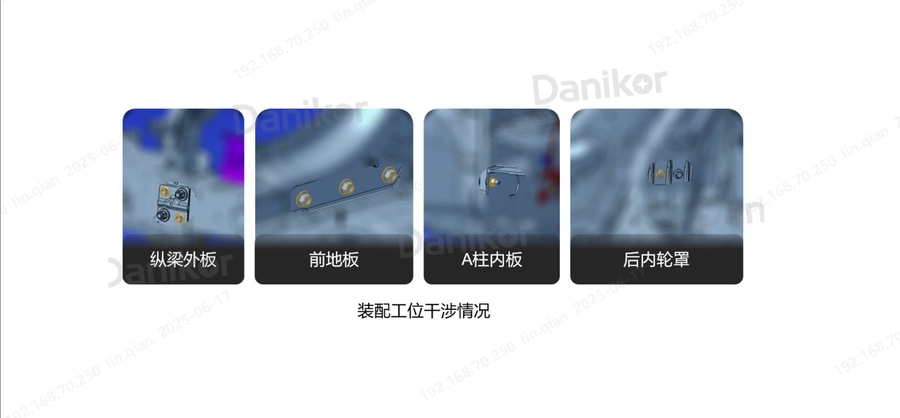
I. Posizioni di serraggio complesse e interferenze spaziali
Le stazioni di assemblaggio dei bulloni per le carrozzerie bianche sono distribuite principalmente nell'assemblaggio del pavimento, delle fiancate, del vano motore e delle quattro porte e due coperture. Queste stazioni comportano numerose posizioni di serraggio con vari tipi di interferenze, principalmente classificate in nessuna interferenza, interferenza su più lati e interferenza con svasatura. Inoltre, alcune stazioni hanno uno spazio di serraggio limitato, con un serraggio interno al veicolo che comporta un'interferenza stretta da fronte a retro o fori di serraggio molto distanziati.
La soluzione: Prelievo delle viti tramite aspirazione a vuoto. In base alla distanza dell'interferenza, viene selezionata la corsa di evitamento corrispondente. La vite viene prelevata dal principio di aspirazione a vuoto del tubo di prelievo della vite e consegnata nel foro di avvitatura. Rispetto al prelievo magnetico, l'aspirazione a vuoto non solo consente di rilevare il posizionamento della vite nell'intero processo, risparmiando sui dispositivi di rilevamento dei sensori, ma raccoglie anche le impurità, garantendo la verticalità e la stabilità dell'adsorbimento della vite. Lo stato di sporcizia del filtro può essere controllato visivamente per facilitare la pulizia regolare dell'apparecchiatura.
Inoltre, in base alle caratteristiche del rapporto lunghezza/diametro della vite, vengono scelti diversi metodi di trasporto, tipicamente suddivisi in moduli di prelievo e moduli di soffiaggio. Il modulo di prelievo ha una struttura compatta, che lo rende facilmente integrabile in sistemi come i bracci robotici, adatto per il serraggio in spazi ristretti in qualsiasi direzione e per soddisfare le esigenze di serraggio sincrono multiasse. Questo non solo evita una distribuzione non uniforme della forza, ma migliora anche l'efficienza del serraggio.
II. Scarsa precisione di posizionamento del foro dovuta a fattori di lavorazione del prodotto
L'officina di saldatura ha un livello di automazione fino al 90%, con un sistema di produzione ampio e complesso che può facilmente causare differenze di precisione dimensionale nella carrozzeria del veicolo. Questo porta a deviazioni nei fori passanti e filettati durante l'assemblaggio dei bulloni.
Le soluzioni tradizionali prevedono di solito il posizionamento di telecamere 2D, che presentano deviazioni dell'angolo di riconoscimento spaziale. L'imaging della telecamera non solo influisce sul ciclo di produzione, ma comporta anche costi hardware elevati. In alternativa, si possono utilizzare meccanismi flottanti per spostare il manicotto e l'utensile di serraggio, ma questo complica la struttura complessiva, aumenta i costi e aumenta i requisiti di carico del robot.
La soluzione: La tecnologia flottante, che consente al manicotto di avere un certo grado di fluttuazione all'interno di un intervallo e può regolare la distanza di fluttuazione in base alle variazioni della lunghezza di evitamento. Rispetto ad altri metodi, la tecnologia di galleggiamento dei manicotti è più semplice ed efficiente.
Inoltre, considerando la necessità di una tecnologia flottante a causa della scarsa precisione di posizionamento del veicolo, si raccomanda l'uso di moduli blow-and-suck anche per le stazioni prive di interferenze.
III. Sfide per la flessibilità del layout della stazione di lavoro
Nella linea di assemblaggio automatizzata per le carrozzerie bianche, le attrezzature di assemblaggio sono distribuite principalmente su entrambi i lati della carrozzeria del veicolo e lavorano insieme ai robot a sei assi per completare le azioni di serraggio. Pertanto, per garantire la coerenza del ciclo di produzione, i requisiti di layout delle attrezzature sono elevati.
Soluzione: Utilizzando i moduli di prelievo a vuoto, le viti vengono soffiate verso il ricevitore, riducendo la distanza di prelievo e facilitando il layout. L'alimentatore di viti è posizionato in modo indipendente all'esterno della recinzione, rendendo più conveniente l'aggiunta di materiale e più facile la manutenzione. Quando si utilizzano i moduli a vuoto, le viti vengono soffiate direttamente all'ugello attraverso il tubo di alimentazione. Il tubo di alimentazione è autocostruito, resistente all'usura e flessibile, in grado di soddisfare determinati intervalli di curvatura e di supportare il trasporto su lunghe distanze, adattandosi così in modo flessibile ai layout delle postazioni di lavoro in loco.