Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese cliccare qui
#Tendenze
{{{sourceTextContent.title}}}
Che tipo di tecnologia di assemblaggio del pacco batterie è considerata potente?
{{{sourceTextContent.subTitle}}}
cacciavite elettrico nell'assemblaggio del pacco batterie, Danikor, alimentatore a gradini
{{{sourceTextContent.description}}}
Quando si parla di questioni centrali dei veicoli a nuova energia, non si può trascurare la batteria. Essendo la fonte di energia dei veicoli a nuova energia e il componente più critico, il miglioramento della qualità e dell'efficienza dell'assemblaggio della produzione delle batterie è di estrema importanza.
Di fronte alle sfide sempre più complesse del serraggio dei bulloni nei pacchi batteria, Danikor ha esplorato una varietà di soluzioni affidabili per l'alimentazione e il serraggio delle viti, al fine di ottenere un assemblaggio intelligente dei pacchi batteria più sicuro, più efficiente e più stabile, salvaguardando la fonte di energia duratura dei veicoli a nuova energia.
Sfida 1: elevato numero di bulloni del guscio ed elevati requisiti di battuta
I gusci dei pacchi batteria utilizzano comunemente bulloni con specifiche da M5 a M6, e la quantità è notevole. Inoltre, i requisiti di battuta sono elevati e alcuni pacchi batteria ibridi richiedono ancora il serraggio manuale.
Soluzione:
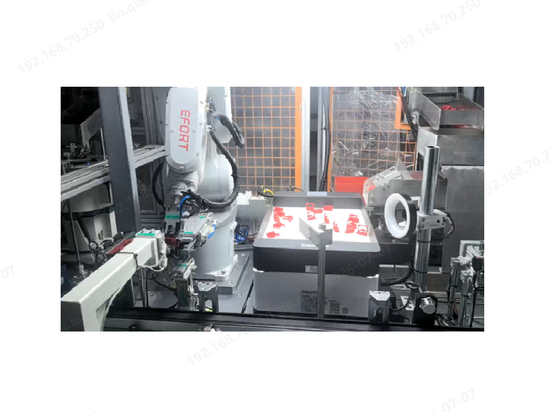
Stazione di lavoro automatizzata: L'accoppiamento con la struttura a distanza variabile di un robot e l'utilizzo di operazioni di serraggio sincronizzate a due o più assi possono migliorare la battuta della linea di produzione. Per le diverse condizioni di interferenza, è possibile selezionare i corrispondenti moduli di serraggio integrati. In caso di interferenze su un solo lato, il serraggio a soffiaggio può essere utilizzato con connettori a testa di pistola estesa per garantire l'efficienza e la stabilità dell'alimentazione della vite. Per le posizioni di interferenza complesse, le viti possono essere fornite tramite aspirazione. Poiché i bulloni a conchiglia hanno in genere un diametro del cappello maggiore e un rapporto lunghezza/diametro minore, è possibile utilizzare una testa di soffiaggio a braccio oscillante con funzione di stoccaggio della vite per aumentare la velocità di alimentazione della vite.
Inoltre, per risolvere le deviazioni tra i fori passanti e i fori filettati del guscio, viene spesso impiegata la tecnologia di flottazione delle maniche. Questa tecnologia consente un galleggiamento multidirezionale per adattarsi a determinate deviazioni di posizionamento, migliorando le percentuali di ingresso dei fori e di successo del serraggio.
Stazione di lavoro manuale: Utilizzando un modulo portatile integrato, gli operatori non devono toccare direttamente le viti. Accoppiando una leva per spostare il modulo in posizione e premendo il pulsante di avvio, è possibile eseguire le operazioni di assemblaggio, riducendo efficacemente l'affaticamento dell'operatore.
Sfida 2: difficoltà di assemblaggio dell'automazione per i bulloni lunghi nei moduli
I moduli utilizzano comunemente bulloni lunghi con specifiche da M5 a M8. La difficoltà di alimentazione automatica della vite è maggiore rispetto ai bulloni normali e la disposizione della postazione di lavoro può influenzare il processo, soprattutto quando l'alimentazione a soffio a lunga distanza aumenta la difficoltà di alimentazione automatica della vite.
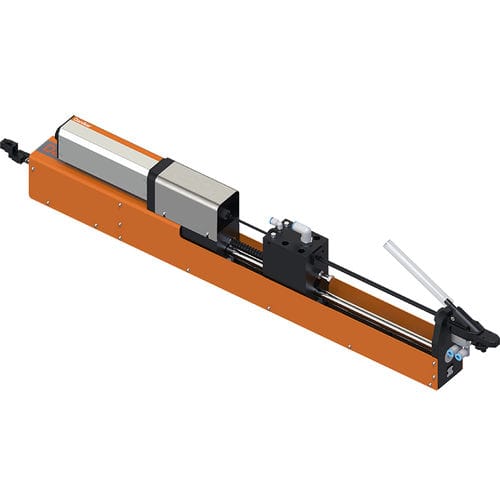
Soluzione: Un alimentatore a vite graduale viene utilizzato per soffiare i bulloni lunghi attraverso un tubo di soffiaggio a una piattaforma di ricezione del materiale di sollevamento. Un modulo di prelievo a pinza viene quindi utilizzato per prelevare le viti, assicurando che le posizioni delle viti siano monitorate durante il movimento per evitare cadute. Inoltre, viene utilizzato un processo di produzione del tubo di soffiaggio personalizzato per creare tubi resistenti all'usura e flessibili, che evitano l'usura e gli inceppamenti del materiale durante il trasporto su lunghe distanze, garantendo un'alimentazione regolare del soffiaggio.
Sfida 3: Elevati requisiti per il processo di serraggio dei bulloni
Le connessioni dei bulloni nei pacchi batteria svolgono un ruolo cruciale nella tenuta dei componenti e nel fissaggio dell'assemblaggio. Nell'industria automobilistica, queste connessioni sono tipicamente definite come connessioni di livello A-B, con requisiti rigorosi per la qualità del serraggio, in particolare per quanto riguarda la sequenza di serraggio e la coppia residua, per garantire una distribuzione uniforme delle sollecitazioni nel processo di serraggio del coperchio.
La soluzione: Gli strumenti di serraggio a sensore, basati su algoritmi di alta precisione sviluppati in proprio, raggiungono una precisione di 6σ ±5% nell'intera gamma. In condizioni di processo ±5%, il CMK è superiore a 1,67, garantendo prestazioni più stabili e durature. Grazie a diverse strategie di serraggio, come il serraggio a due fasi, il serraggio a più fasi e il serraggio con allentamento inverso per il serraggio finale, o il controllo del programma di serraggio a più fasi, i bulloni possono essere serrati gradualmente fino alla coppia target, riducendo il decadimento della coppia e garantendo la qualità del serraggio. Questi strumenti dispongono anche di funzionalità di raccolta, caricamento e archiviazione dei dati, consentendo la tracciabilità dei risultati del serraggio.
Sfida 4: Serraggio dell'isolamento delle piastre di rame dei moduli
Considerando i requisiti di isolamento dei moduli del pacco batteria, è essenziale garantire il trattamento dell'isolamento durante il processo di assemblaggio per evitare danni alla batteria dovuti a cortocircuiti e altri rischi per la sicurezza.
Soluzione: Uno speciale trattamento di isolamento viene applicato a componenti quali punte, manicotti e piastre di base per proteggere le batterie o gli strumenti da eventuali danni. Dopo il serraggio, è necessario un trattamento di isolamento anche nei punti di connessione.