Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese cliccare qui
#Tendenze
{{{sourceTextContent.title}}}
Perché il serraggio dei bulloni deve essere effettuato in più fasi durante l'assemblaggio?
{{{sourceTextContent.subTitle}}}
serraggio dei bulloni, sistema di serraggio delle viti, fasi di serraggio delle viti
{{{sourceTextContent.description}}}
Il montaggio dei bulloni consiste essenzialmente nel fornire al giunto un'adeguata forza di serraggio. Tuttavia, nella pratica solo il 10% circa della coppia applicata viene effettivamente convertito in forza di serraggio. Pertanto, nelle linee di produzione reali dobbiamo sviluppare una strategia di serraggio efficace che corrisponda alle condizioni di lavoro effettive del bullone, in modo che la qualità finale del serraggio soddisfi tutti i requisiti.
Come deve essere formulata questa strategia di serraggio?
Il serraggio dei bulloni non avviene in un'unica soluzione, ma in più fasi consecutive. Questa è la base per definire una strategia di serraggio. Un ciclo completo di avvitatura può essere realizzato in cinque fasi.
Diverse fasi di avvitatura → diverse impostazioni dei parametri
Gli strumenti di avvitatura intelligenti Danikor adattano la velocità, la coppia e l'angolo per ogni fase alle condizioni reali.
Quali sono le impostazioni e la loro logica?
Fase 1 - Inversione della testa (sede del tappo)
Utilizzare una leggera rotazione inversa per squadrare la vite, in particolare le viti ad esagono esterno, in modo che entri nella filettatura in modo pulito e non si inclini.
Velocità: bassa (in genere < 100 giri/min)
Coppia massima: ≤ 30 % della coppia target o del limite superiore della coppia target
Limite di tempo: ≤ 1 s
Fase 2 - Innesto della filettatura a bassa velocità
Eseguire la vite 1-2 filetti a bassa velocità per evitare la filettatura incrociata e garantire un avvio corretto.
Velocità: 200-300 giri/min
Coppia: leggermente superiore alla coppia di serraggio o al limite superiore della coppia obiettivo
Fase 3 - Esecuzione rapida
Una volta innestata la filettatura, utilizzare l'alta velocità per ridurre il tempo di ciclo fino al massimo definito dall'utensile o dal processo.
Fase 4 - Inserimento controllato
Prima che la testa della vite entri in contatto con il pezzo, ridurre la velocità a 100-200 giri/min. e impostare la coppia di serraggio a circa il 20% della coppia target (regolabile in base al processo) per garantire un corretto alloggiamento.
Fase 5 - Serraggio finale
Dopo il contatto con la testa, il bullone inizia ad allungarsi sotto precarico. Utilizzare una velocità molto più bassa (10-50 giri/min.) per consentire una deformazione elastica controllata, ridurre il decadimento della coppia e prevenire l'eccesso di serraggio, garantendo una forza di serraggio corretta.
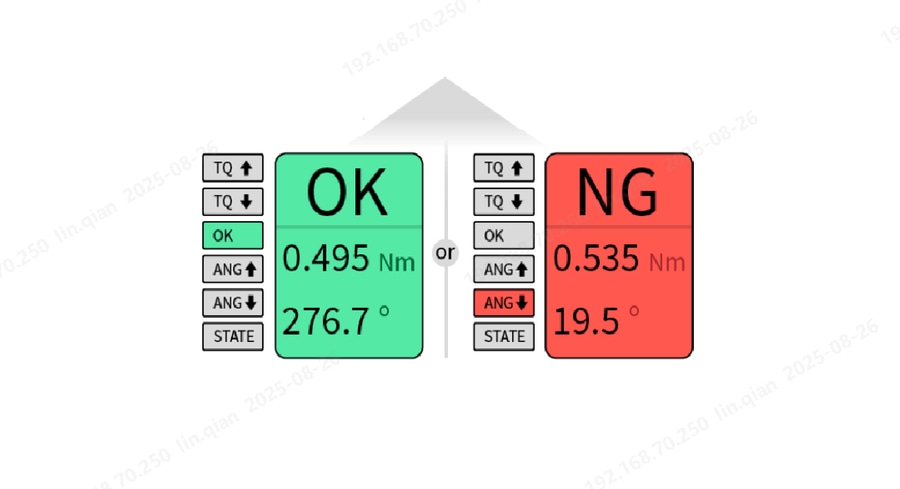
Ogni fase ha limiti di coppia, angolo e tempo:
Il monitoraggio della coppia e dell'angolo consente di controllare le viti flottanti, le viti inclinate, ecc.
Il monitoraggio del tempo rileva la spanatura della filettatura, impedendo una rotazione infinita.
Gli allarmi OK/NG in tempo reale per ogni fase garantiscono la precisione e l'efficienza del ciclo.
Guidare una vite è come correre i 100 metri: i velocisti di solito tagliano il traguardo alla massima velocità, ma per atterrare esattamente sulla linea è necessario rallentare prima e fermarsi con precisione. Allo stesso modo, l'utensile deve consentire un controllo graduale della velocità, della coppia e persino dell'angolo. Nella produzione reale, l'esatta combinazione di queste fasi può essere configurata liberamente per soddisfare i requisiti di takt-time e le variazioni del pezzo, fornendo una solida strategia di serraggio.