Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese cliccare qui
#Tendenze
{{{sourceTextContent.title}}}
Analisi dei vari rischi di inceppamento nell'alimentazione automatica a vite
{{{sourceTextContent.subTitle}}}
Alimentazione automatica della vite, tasso di inceppamento della vite, Danikor
{{{sourceTextContent.description}}}
Con il rapido sviluppo della tecnologia di automazione, i sistemi di alimentazione automatica delle viti sono stati ampiamente adottati nelle applicazioni di assemblaggio automatizzato di bulloni. Rispetto alle tradizionali operazioni manuali, questi sistemi non solo riducono il carico di lavoro ripetitivo e l'affaticamento dell'operatore, ma garantiscono anche una stabilità di alimentazione costante e abbreviano il ciclo di alimentazione della vite grazie all'erogazione continua e automatica.
Tuttavia, durante il funzionamento effettivo della linea, i seguenti fattori - consistenza dell'alimentazione della vite, ripetibilità della posizione, precisione di lavorazione del meccanismo di serraggio e logica di controllo del movimento - possono contribuire all'inceppamento. L'intervento umano è quindi necessario per eliminare il guasto, il che influisce direttamente sull'efficienza della produzione.
Perché si verifica l'inceppamento? L'inceppamento è un problema complesso a livello di sistema i cui rischi non possono essere ignorati. In base al flusso di alimentazione e avvitatura automatica utilizzato in una linea di produzione reale, in genere ci troviamo di fronte ai seguenti rischi di inceppamento.
Inceppamento della struttura dell'alimentatore
La struttura stessa dell'alimentatore di viti è direttamente correlata all'inceppamento. Nella prima fase, le viti nella tramoggia devono essere smistate sul binario a vibrazione lineare. Durante questo processo di smistamento, se il flusso d'aria soffiata è instabile o l'ugello è impostato troppo in alto, le viti anomale non vengono scartate in tempo, con conseguente accumulo e inceppamento.
Successivamente, dopo l'ingresso nella pista di vibrazione lineare, le viti vengono spinte in avanti dalle vibrazioni. Dopo un uso prolungato, i disturbi esterni possono causare una risonanza instabile della frequenza di vibrazione, per cui le viti avanzano a velocità incoerenti. Un'ampiezza eccessiva delle vibrazioni fa sì che le viti rimbalzino sulla pista e si blocchino. Con il tempo, anche la sporcizia e l'olio delle viti aumentano la resistenza allo scorrimento, causando nuovamente l'impilamento e l'inceppamento.
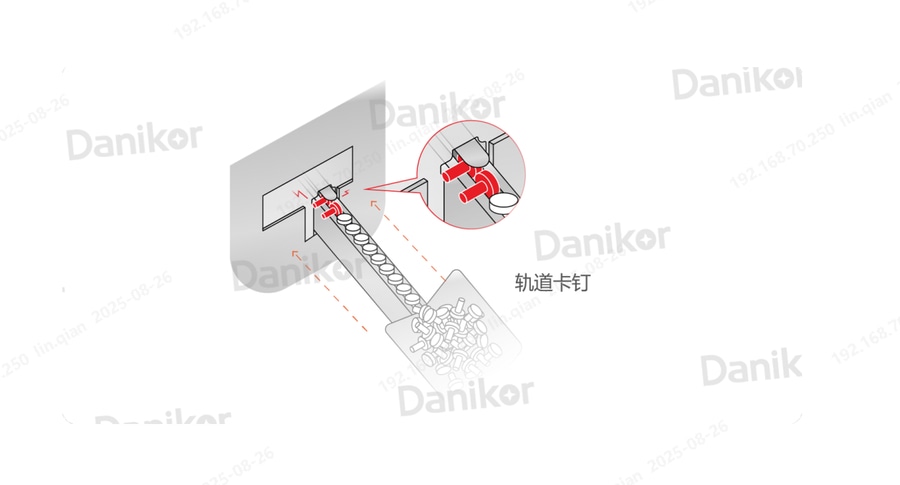
Nella sezione di indicizzazione (taglio), se l'uscita del binario lineare è disallineata rispetto all'ingresso dello scappamento (indicizzatore), le viti possono accumularsi all'ingresso e l'indicizzatore non può tagliare una singola vite. Anche le viti che non sono entrate completamente nell'indicizzatore possono essere tagliate in modo errato, con conseguente inceppamento.
Inceppamento del tubo di soffiaggio
Dopo che le viti sono state separate e soffiate attraverso il tubo di soffiaggio verso l'ogiva, diversi fattori possono ancora causare inceppamenti. La scarsa qualità del tubo è una delle cause principali: se la tolleranza del diametro interno è scarsa, o se la parete del tubo è troppo sottile e si deforma durante la lavorazione complessa, si verificheranno inceppamenti.
Inoltre, se il rapporto lunghezza/diametro della vite non è stato valutato accuratamente durante la selezione, un tubo di dimensioni inadeguate o un raggio di curvatura inadeguato possono causare inceppamenti.
Inceppamento dell'ogiva di soffiaggio/aspirazione
Poiché le specifiche delle viti variano notevolmente e le condizioni di serraggio sono diverse, una valutazione inadeguata del rapporto lunghezza/diametro della vite e dei requisiti applicativi può causare il ribaltamento delle viti o l'inceppamento della forcella a tre vie all'interno del nasello.
Una scelta errata può anche comportare una lunghezza del filetto esposto insufficiente dopo che la vite è stata trattenuta dalle ganasce della pinza, rendendo impossibile l'innesto del foro in anticipo. Inoltre, se l'ogiva di aspirazione non è dimensionata correttamente o la concentricità tra la punta e il tubo di aspirazione è scarsa, la vite può essere presa storta, causando un disallineamento e un mancato serraggio.
Logica di controllo del movimento non corretta
Oltre ai fattori legati ai materiali e alle attrezzature, un segnale di richiesta vite programmato in modo errato può generare falsi inneschi, causando una doppia alimentazione. Ad esempio, dopo che una vite è già stata soffiata verso l'ugello, una seconda vite viene immediatamente soffiata, lasciando due viti all'ugello e causando un inceppamento.
Inoltre, speciali attrezzature in loco possono interferire con i segnali del dosatore, attivando inavvertitamente il solenoide dell'aria di soffiaggio e producendo una doppia alimentazione.
Principale punto di partenza
L'inceppamento nei sistemi di alimentazione automatica a vite è multifattoriale. Solo affrontando sistematicamente la progettazione del dosatore, la qualità del tubo, la geometria dell'ogiva e la robustezza della logica di controllo è possibile ridurre al minimo il rischio e massimizzare il tempo di attività della linea.