Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese cliccare qui
#Tendenze
{{{sourceTextContent.title}}}
In che modo una macchina di avvitatura completamente automatica è in grado di alimentare e serrare diverse viti utilizzando un unico modulo di avvitatura?
{{{sourceTextContent.subTitle}}}
sistema di avvitamento automatico, modulo di avvitamento, sistema di alimentazione e avvitamento automatico delle viti
{{{sourceTextContent.description}}}
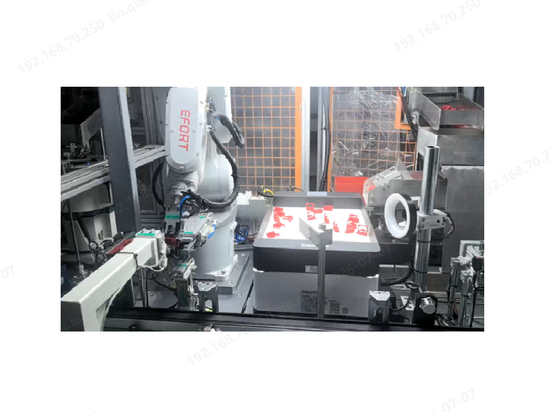
Le macchine avvitatrici completamente automatiche sono sempre più utilizzate in contesti produttivi come l'assemblaggio di elettrodomestici e la produzione di componenti automobilistici. Tuttavia, un singolo prodotto spesso richiede più tipi di viti. La configurazione di un dispositivo di avvitatura separato per ogni tipo di vite non solo aumenta significativamente i costi di acquisto e manutenzione delle apparecchiature, ma occupa anche spazio prezioso nella linea di produzione. Inoltre, i frequenti cambi di postazione di lavoro riducono l'efficienza produttiva. Per risolvere questo problema, è possibile utilizzare speciali design strutturali per raggiungere l'obiettivo di "un modulo centrale compatibile con più tipi di viti" In particolare, a seconda delle differenze tra le viti, esistono due soluzioni di adattamento:
Soluzione 1: Per viti con le stesse specifiche ma con lunghezze differenti
Quando le viti hanno le stesse specifiche di base, come diametro e passo, e differiscono solo per la lunghezza, non è necessario sostituire i componenti di base del modulo di avvitatura. La compatibilità può essere ottenuta con "più alimentatori di vite che forniscono materiali + commutazione di canale"
Alimentazione in parallelo con più coclee:
Configurare un numero corrispondente di alimentatori automatici di viti in base al numero di diverse lunghezze di vite. Ciascun alimentatore è responsabile dell'alimentazione di viti di una lunghezza specifica, evitando i problemi di inceppamento causati dalla miscelazione di viti di lunghezza diversa. Ogni alimentatore è inoltre dotato di un dispositivo di rilevamento del materiale in esaurimento. Quando il livello delle viti nella tramoggia scende al di sotto della soglia, viene attivato un allarme automatico per il rifornimento di materiale, evitando così l'interruzione della fornitura e garantendo precisione e stabilità nell'alimentazione.
Commutazione automatica tramite distributore di coclee multi-in-one:
Un distributore di coclee multi-in-one è installato tra le coclee e il modulo di avvitatura. Il distributore ha 2-4 ingressi indipendenti (corrispondenti a diversi alimentatori) e un'uscita unificata (collegata al modulo di avvitatura). Durante il funzionamento, il sistema di controllo PLC identifica automaticamente la lunghezza della vite richiesta per il processo in corso e invia un segnale al distributore per passare rapidamente al canale di alimentazione corrispondente. L'alimentatore selezionato utilizza quindi la pressione dell'aria per fornire con precisione la vite alla punta del modulo. L'intero processo di commutazione non richiede alcun intervento manuale, riducendo il rischio di assemblaggio errato.
Soluzione 2: Per le viti con specifiche significativamente diverse
Quando le viti differiscono in modo significativo nelle specifiche fondamentali, come il diametro e il passo, e richiedono la sostituzione di componenti fondamentali come la punta e il canale di alimentazione, viene utilizzata la soluzione "cambio rapido meccanico + piattaforma di ricezione ausiliaria" per ottenere una compatibilità flessibile.
Sostituzione automatica del bit tramite modulo meccanico a cambio rapido:
I componenti principali del modulo di avvitatura, come la punta e il tubo di aspirazione, formano un connettore meccanico a cambio rapido femmina. Quando è necessario passare a una specifica di vite diversa, il meccanismo mobile porta il modulo a un selettore di presa, dove sostituisce automaticamente il connettore femmina con uno adatto alla vite successiva. Allo stesso tempo, lo strumento di avvitatura passa automaticamente ai parametri richiesti per il processo successivo.
Piattaforma di ricezione ausiliaria per ridurre la distanza di prelievo della vite:
Poiché il modulo di cambio rapido utilizza l'aspirazione a vuoto per prelevare le viti, la "distanza di prelievo della vite" diventa un fattore chiave che influisce sul ciclo della linea di produzione. Nelle configurazioni tradizionali senza piattaforma di ricezione, l'alimentatore di viti è di solito fissato accanto alla linea di produzione e il modulo di avvitatura deve spostarsi dalla postazione di avvitatura all'uscita dell'alimentatore per prelevare una vite, con conseguente lunga distanza e tempo di andata e ritorno. Installando una piattaforma di ricezione adiacente alla stazione di avvitatura, la distanza di prelievo si riduce notevolmente, accelerando il ciclo di produzione.
Conclusione
Grazie alle due soluzioni sopra descritte, un unico modulo di avvitatura può gestire le esigenze di avvitatura di più tipi di viti per lo stesso prodotto. Rispetto al modello tradizionale "una vite, un dispositivo", questo approccio consente di ridurre i costi di acquisto delle attrezzature, di risparmiare spazio sulla linea di produzione e di ridurre al minimo i tempi di inattività dovuti al cambio di stazione di lavoro. Inoltre, aumenta la flessibilità della linea di produzione. Quando in futuro verranno introdotte nuove specifiche per le viti, non sarà necessario ristrutturare la linea di produzione: la soluzione 1 richiede solo l'aggiunta di un alimentatore di viti e la soluzione 2 richiede solo l'acquisto del connettore femmina a cambio rapido corrispondente. Questo rende il sistema più adatto alla tendenza della produzione multivariata e in piccoli lotti.