Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese cliccare qui
#Tendenze
{{{sourceTextContent.title}}}
Vite deragliata? - Un'analisi completa dei vari rischi di inceppamento nell'alimentazione automatica a vite
{{{sourceTextContent.subTitle}}}
sistema automatico di alimentazione a vite, alimentatore di bolf, alimentatore a vite a basso inceppamento
{{{sourceTextContent.description}}}
Spinti dal rapido progresso dell'automazione, i sistemi di alimentazione automatica delle viti sono diventati onnipresenti nelle linee di assemblaggio automatizzate di bulloni. Rispetto al lavoro manuale tradizionale, riducono il lavoro ripetitivo, diminuiscono l'affaticamento dell'operatore, garantiscono una presentazione delle viti altamente uniforme e mantengono le viti costantemente disponibili, abbreviando di fatto il ciclo di rifornimento.
Tuttavia, nelle linee di produzione reali le viti si inceppano ancora. Le incoerenze delle viti in ingresso, la limitata ripetibilità del posizionamento, le tolleranze del meccanismo di avvitatura e la logica di controllo del movimento difettosa causano arresti che richiedono l'intervento manuale ed erodono l'efficacia complessiva dell'apparecchiatura.
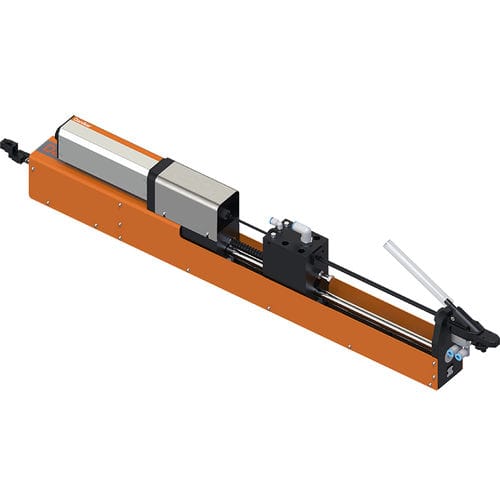
Inceppamenti all'interno della struttura dell'alimentatore
La progettazione meccanica dell'alimentatore stesso è il primo fattore.
La prima fase consiste nel convogliare le viti dalla tramoggia alla guida a vibrazione lineare. Se la pressione dell'aria di soffiaggio è instabile o l'ugello è impostato troppo in alto, le viti non conformi non vengono scartate in tempo e si accumulano, inceppando l'ingresso.
Una volta sulla guida, le viti avanzano grazie alle vibrazioni. Dopo un uso prolungato, i disturbi esterni disallineano la frequenza di vibrazione; le viti avanzano quindi in modo irregolare. Un'ampiezza eccessiva fa rimbalzare le viti in verticale e le fa stallare. Anche l'olio e la sporcizia trasportati dalle viti aumentano l'attrito sulla rotaia e causano inceppamenti nell'impilamento.
All'uscita della rotaia la vite deve trasferirsi nel separatore. Se l'imbocco della rotaia e l'ingresso del separatore sono anche solo leggermente disallineati, le viti si incuneano o si impilano e il separatore non riesce a tagliarle. Una vite che non è entrata completamente nel separatore blocca il ciclo successivo.
Inceppamenti nei tubi di alimentazione
Dopo la separazione, la vite viene soffiata verso il naso attraverso un tubo di poliuretano o PA.
Variazioni nel diametro interno, pareti sottili che collassano quando il tubo viene piegato attraverso raggi stretti o semplicemente un tubo di dimensioni sbagliate per il rapporto lunghezza/diametro della vite creano punti di strozzatura ad alto rischio.
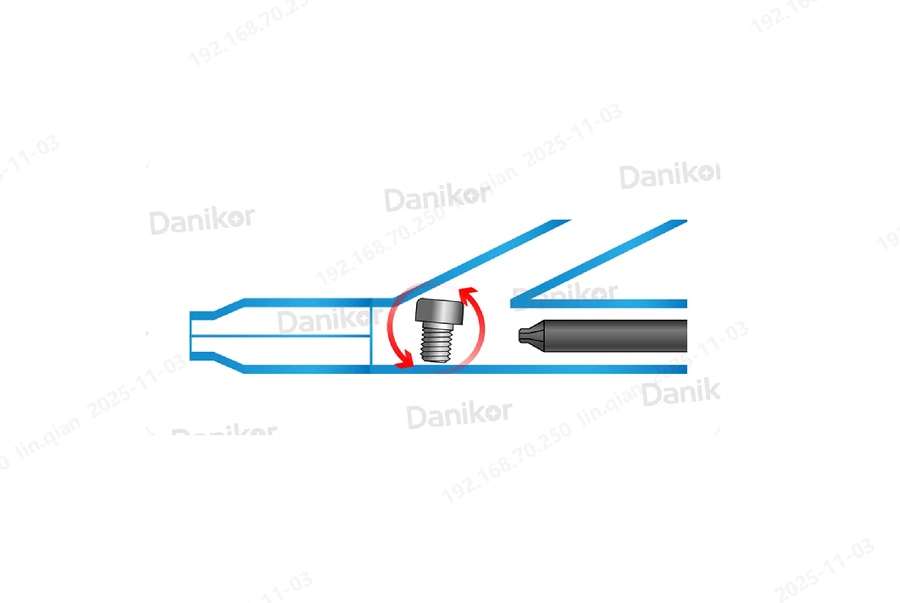
Inceppamenti nell'ugello di soffiaggio o di prelievo
Le viti sono di diverse dimensioni e la situazione di serraggio varia. Se il rapporto lunghezza/diametro è troppo piccolo, la vite può cadere nella giunzione a tre vie all'interno del nasello e incepparsi. (Vedere "Fattori chiave per automatizzare una singola vite")
Logica di controllo del movimento non corretta
Anche quando l'hardware e le viti sono perfetti, una logica PLC difettosa può richiedere una vite quando ne è già presente una. Una seconda vite viene quindi soffiata nel naso, causando un inceppamento immediato.
Anche le interferenze elettromagnetiche provenienti da apparecchiature vicine possono innescare segnali spuri di "richiesta di vite" e produrre la stessa condizione di doppia alimentazione.