Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese cliccare qui
#Tendenze
{{{sourceTextContent.title}}}
Come fa una macchina avvitatrice multimandrino a ottenere un serraggio collaborativo di alta precisione?
{{{sourceTextContent.subTitle}}}
avvitatura collaborativa ad alta precisione, avvitatura multimandrino, sistema di avvitatura automatico
{{{sourceTextContent.description}}}
Nella produzione automobilistica, nei macchinari per l'ingegneria, nell'assemblaggio di grandi attrezzature e in altri settori, la qualità del serraggio delle strutture di connessione multi-bullone determina direttamente la stabilità e la sicurezza del prodotto. Le attrezzature per il serraggio con un solo mandrino non sono più in grado di soddisfare le esigenze di assemblaggio sincrono di più bulloni, e ciò ha portato all'emergere di macchine per il serraggio di bulloni con più mandrini, la cui competitività si basa sull'alta precisione del serraggio collaborativo. Molti intendono semplicisticamente l'avvitatura sincrona come "tutti i mandrini si avviano e si fermano simultaneamente" In realtà, la vera collaborazione ad alta precisione richiede la corrispondenza in tempo reale della coppia, della posizione e della velocità per assicurare un avanzamento sincronizzato dell'avvitatura su tutti i mandrini e garantire una forza di precarico costante per ciascun bullone. Le sezioni che seguono forniscono un'analisi approfondita della logica chiave dell'avvitatura collaborativa ad alta precisione nelle macchine di avvitatura multimandrino, coprendo i concetti fondamentali, i percorsi di implementazione, le salvaguardie supplementari e il valore dell'applicazione:
I. Concetti fondamentali: Obiettivi e concezioni errate del serraggio collaborativo
Obiettivo principale: Risolvere il problema della "distribuzione non uniforme della forza" nell'assemblaggio di più bulloni attraverso la collaborazione dinamica di parametri multidimensionali, ottenendo una forza di precarico uniforme e coerente su tutti i bulloni ed evitando problemi in cui alcuni bulloni sono allentati mentre altri sono sovraccaricati.
Errore comune: Il serraggio sincrono non è semplicemente "avviare e arrestare simultaneamente" Se si persegue solo la sincronizzazione dell'azione e si ignora la collaborazione dei parametri, i bulloni che completano il serraggio per primi sopporteranno prematuramente la maggior parte del carico, rendendo difficile per i bulloni successivi raggiungere la forza di precarico prestabilita. Questo può portare alla deformazione strutturale del prodotto, al cedimento delle connessioni e ad altri rischi, con il rischio di provocare gravi incidenti di sicurezza in apparecchiature con carichi elevati e ad alta velocità.
II. Percorsi chiave per ottenere un serraggio collaborativo di alta precisione
Garanzia fondamentale: Architettura distribuita con controllori indipendenti
Ogni mandrino di serraggio è dotato di un controllore indipendente dedicato, anziché di un unico controllore che gestisce tutti i mandrini. Questo design consente di raccogliere e controllare i dati di coppia, posizione e velocità di ciascun mandrino in modo indipendente e accurato, evitando ritardi o errori causati da un'eccessiva elaborazione dei dati in un unico controllore. Ogni controllore indipendente agisce come una "unità di controllo dedicata", in grado di rispondere in tempo reale allo stato operativo del mandrino corrispondente, fornendo dati di supporto per le successive regolazioni collaborative.
Data Hub: Scambio di dati in tempo reale tramite bus ad alta velocità
Più controllori indipendenti formano una rete interconnessa attraverso un bus ad alta velocità, che consente la trasmissione e la condivisione dei dati in tempo reale. Durante il processo di avvitatura, i parametri operativi in tempo reale di ciascun mandrino (variazioni di coppia, avanzamento della posizione, velocità operativa) vengono sincronizzati con l'unità di controllo master del sistema tramite il bus ad alta velocità. L'unità di controllo master esegue un'analisi comparativa in tempo reale di tutti i parametri, abbattendo i silos di informazioni tra i mandrini e consentendo al sistema di cogliere globalmente le dinamiche di avvitatura, fornendo una base decisionale tempestiva e accurata per le regolazioni collaborative.
Tecnologia di base: servoazionamento ad alta precisione e doppio controllo dell'angolo di coppia ad anello chiuso
Il sistema di servoazionamento è in grado di regolare la velocità operativa e la coppia di uscita dei mandrini di serraggio in base alle istruzioni del controller, garantendo un funzionamento stabile e controllabile dei mandrini. Il doppio controllo coppia-angolo ad anello chiuso consente un doppio monitoraggio: l'anello chiuso della coppia controlla e regola la coppia in uscita in tempo reale per evitare anomalie di coppia; l'anello chiuso dell'angolo tiene traccia dell'angolo di rotazione, corrispondente al progresso del serraggio dei bulloni. Quando l'unità di controllo principale rileva che un mandrino è in anticipo sulla posizione, istruisce il controllore di quel mandrino a ridurre la velocità e ad attendere che gli altri lo raggiungano; se un mandrino è in ritardo, i parametri vengono opportunamente regolati per garantire che tutti i mandrini avanzino in modo sincrono.
III. Salvaguardia supplementare: Funzione di calibrazione adattiva
In diversi scenari di assemblaggio, le specifiche dei bulloni, i materiali dei pezzi, le condizioni di connessione e altri fattori cambiano, influenzando i modelli di variazione della coppia e dell'angolo durante il serraggio. La funzione di calibrazione adattiva dell'apparecchiatura può, prima dell'avvitatura formale, raccogliere i parametri rilevanti attraverso l'avvitatura di prova e ottimizzare automaticamente i parametri di controllo per ciascun mandrino, garantendo che la logica collaborativa si adatti ai diversi requisiti di assemblaggio. Questa funzione non solo aumenta la versatilità dell'apparecchiatura, ma rafforza anche la precisione e la stabilità dell'avvitatura collaborativa.
IV. Valore applicativo: Miglioramento della qualità e della stabilità dell'assemblaggio
Garantire l'affidabilità del prodotto: Garantendo una forza di precarico uniforme e coerente su tutti i bulloni, la qualità dell'assemblaggio e l'affidabilità strutturale del prodotto migliorano significativamente, riducendo i costi di rilavorazione e riparazione causati da difetti di assemblaggio.
Riduzione dell'interferenza umana: Il controllo collaborativo automatizzato riduce l'intervento manuale, evitando l'impatto dei fattori umani sulla qualità del serraggio e migliorando la stabilità e la ripetibilità del processo di assemblaggio.
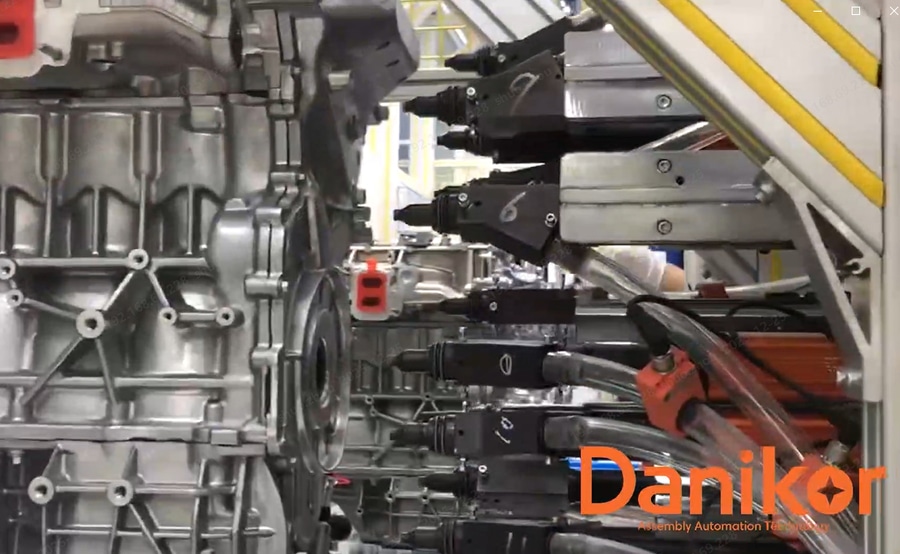
Adattamento a scenari con requisiti elevati: Nei settori con requisiti di qualità di assemblaggio molto severi, come l'assemblaggio di telai automobilistici, l'assemblaggio di blocchi cilindri di motori e le connessioni di grandi macchinari ingegneristici, è diventato un supporto importante per migliorare la competitività del prodotto.
Il serraggio collaborativo di alta precisione delle macchine avvitatrici multimandrino non è il risultato di una singola tecnologia, ma piuttosto il prodotto di più tecnologie, tra cui controllori indipendenti, bus ad alta velocità, servoazionamenti e controllo a doppio anello chiuso. La sua logica di base consiste nel realizzare una sincronizzazione dinamica dell'avanzamento del serraggio su tutti i mandrini attraverso una collaborazione in tempo reale e accurata dei parametri multidimensionali, garantendo una forza di precarico del bullone uniforme e coerente. Con l'aumento delle richieste di stabilità della qualità nell'assemblaggio industriale, la tecnologia di avvitatura collaborativa ad alta precisione continuerà ad ottimizzarsi, fornendo garanzie affidabili per un assemblaggio di alta qualità in un numero sempre maggiore di settori.