Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese cliccare qui
#News
{{{sourceTextContent.title}}}
Analisi dei pro e dei contro della strategia di restringimento del rendimento del bullone
{{{sourceTextContent.subTitle}}}
Strategia di restringimento dei rendimenti
{{{sourceTextContent.description}}}
In un contesto di continuo miglioramento della tecnologia di assemblaggio industriale, la tecnologia di serraggio dei bulloni con sovra-snervamento è stata sempre più applicata nell'assemblaggio di componenti critici nell'industria automobilistica e in altri settori, grazie alle sue caratteristiche di alto precarico e forte stabilità. Questa tecnologia, il cui fulcro è il metodo dell'angolo di torsione, serra i bulloni nella zona plastica al di sopra del punto di snervamento ma al di sotto del campo di frattura, utilizzando l'effetto di indurimento della deformazione del materiale per migliorare le prestazioni di fissaggio, diventando una soluzione importante per il fissaggio filettato nel settore manifatturiero. Questo articolo analizzerà la logica di base della tecnologia di serraggio con sovra-snervamento dei bulloni e fornirà una revisione dettagliata dei vantaggi e dei limiti della sua applicazione, per servire da riferimento per la selezione del processo.
I. L'essenza della tecnologia di serraggio con sovraccarico del bullone
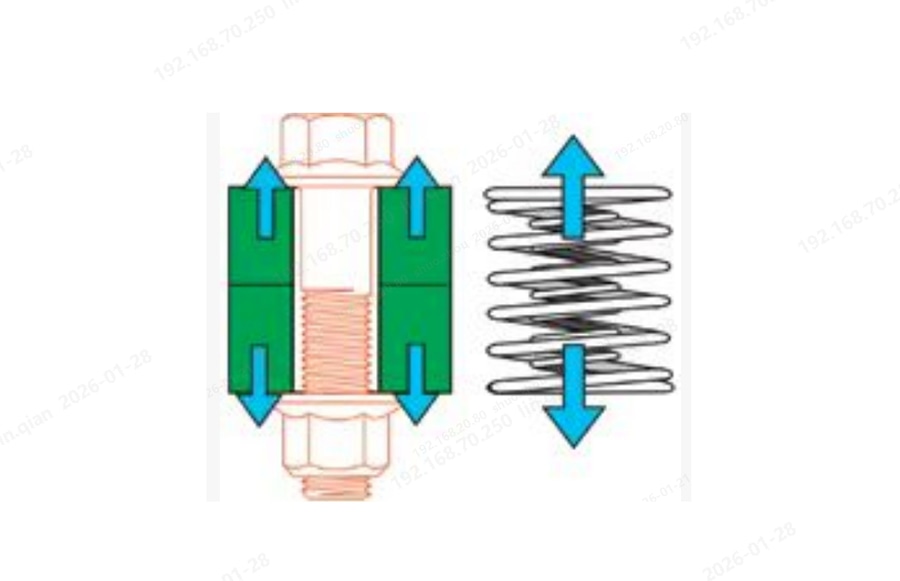
Il serraggio a strappo dei bulloni non è un semplice serraggio eccessivo, ma piuttosto un processo di assemblaggio raffinato basato sulla meccanica dei materiali. L'obiettivo è quello di serrare in modo controllato i bulloni nella zona plastica e di utilizzare le caratteristiche di indurimento da deformazione per ottenere un duplice miglioramento delle prestazioni dei bulloni e degli effetti di fissaggio.
Durante il processo di serraggio, la sollecitazione di taglio nel bullone si riduce notevolmente al termine dell'operazione, mantenendo solo la sollecitazione normale assiale, consentendo al bullone di sopportare carichi esterni a uno stato di snervamento più elevato. Nel frattempo, i bulloni in acciaio al carbonio e in acciaio legato presentano una zona plastica uniforme del 5%-15% dopo il punto di snervamento. Controllando rigorosamente l'angolo di serraggio e limitando l'allungamento totale del bullone al 2%-4%, è possibile evitare efficacemente i rischi di necrosi e frattura. L'effetto di indurimento da deformazione prodotto quando il bullone entra nella zona plastica può aumentare significativamente la sua resistenza allo snervamento, formando uno stato di "tempra a freddo" che migliora sostanzialmente la stabilità e l'affidabilità della connessione.
II. Vantaggi principali della strategia di serraggio del bullone con sovra-snervamento
(1) Elevato precarico e buona stabilità
Dopo che il bullone ha superato il punto di snervamento ed è entrato nella fase di indurimento da deformazione, la forza assiale può aumentare del 30%-50% rispetto ai processi tradizionali. Il precarico è meno influenzato da fattori quali la lubrificazione e la rugosità della superficie e dipende solo dalla resistenza del bullone. La dispersione del precarico di uno stesso lotto di connessioni può essere controllata entro circa il ±10%, un valore migliore rispetto al ±25%-30% del metodo di coppia tradizionale, migliorando significativamente la precisione del fissaggio.
(2) Eccezionali prestazioni antiallentamento e anti-fatica
Una maggiore pressione di contatto del fianco del filetto innalza la soglia di slittamento delle microvibrazioni, riducendo efficacemente l'attenuazione della forza assiale in presenza di temperature elevate e carichi alternati. Nel frattempo, la deformazione plastica uniforme del bullone forma una tensione di compressione residua favorevole alla radice del filetto, ritardando l'innesco di cricche da fatica e aumentando la durata del bullone del 20%-40% rispetto ai processi di serraggio elastici.
(3) Massimizzazione dell'utilizzo del materiale
L'area della sezione trasversale del bullone viene sfruttata appieno. Con la premessa di garantire una forza di serraggio invariata, il diametro del bullone può essere opportunamente ridotto o il grado di resistenza diminuito, con una riduzione del peso del singolo bullone del 10%-20%. Per i componenti critici come i telai automobilistici e le teste dei cilindri dei motori, si possono ottenere significativi risparmi di materiale e riduzione dei costi.
(4) Forza di serraggio stabile e affidabile a lungo termine
Una volta completata la deformazione plastica, il bullone si trova in uno stato di tempra a freddo, con tassi di creep e di rilassamento delle sollecitazioni molto inferiori a quelli dei bulloni serrati in campo elastico. La forza di serraggio stabile può essere mantenuta anche in condizioni difficili come le alte temperature e i cicli termici, garantendo l'affidabilità della connessione a lungo termine.
III. Limiti applicativi della strategia di serraggio con sovra-sforzo dei bulloni
(1) I bulloni sono componenti monouso
I bulloni producono una deformazione plastica permanente dopo un serraggio eccessivo. La filettatura non può tornare al punto di snervamento originale dopo lo smontaggio e un nuovo serraggio non può garantire gli effetti del fissaggio. Il riutilizzo aumenta significativamente il rischio di frattura; si raccomanda la sostituzione con parti nuove.
(2) Requisiti rigorosi per la coerenza delle parti collegate
Se la coppia di connessioni presenta problemi quali differenze di rigidità, ampi spazi vuoti o scarsa planarità, ciò causerà fluttuazioni eccessive negli angoli di assemblaggio, rendendo difficile la progettazione di parametri di processo adeguati. Anche la regolazione della coppia di soglia indebolisce i vantaggi tecnici di questo processo. Tali scenari sono più adatti al metodo di coppia tradizionale.
(3) Maggiori costi di investimento nel processo e nelle attrezzature
Rispetto al metodo tradizionale, la progettazione dei parametri di processo per il serraggio con sovraccarico è più complessa e richiede prove di montaggio approfondite per verificare la razionalità della coppia e dell'angolo. Nel frattempo, le apparecchiature di serraggio devono essere dotate di sensori ad alta risoluzione e di dispositivi di asservimento, con conseguenti costi di acquisto più elevati, e anche il successivo debugging e la manutenzione sono più complicati.
(4) Limiti evidenti negli scenari di applicazione
Per questo processo sono sconsigliati i collegamenti morbidi, le aree filettate corte in cui la lunghezza della presa del bullone è inferiore a 1 volta il diametro del bullone, i componenti che devono essere ripetutamente smontati per la manutenzione e i collegamenti con materiali madre a bassa resistenza, come le leghe di alluminio e di magnesio, in quanto potrebbero facilmente causare guasti al fissaggio o danni al materiale madre.
Conclusioni:
La tecnologia di serraggio con sovraccarico dei bulloni, con le sue caratteristiche di alto precarico, forte stabilità ed eccellente prestazione anti-fatica, può sfruttare appieno le prestazioni dei bulloni, ottenendo al contempo un risparmio di materiale e una riduzione dei costi. Si tratta di una soluzione di assemblaggio comune per le parti di collegamento rigide fondamentali, come i telai automobilistici e le teste dei cilindri dei motori. Tuttavia, questa tecnologia presenta anche problemi quali i requisiti di monouso, gli elevati requisiti per i processi e le attrezzature e gli scenari di applicazione limitati. Nella produzione reale, per sfruttare appieno il suo valore tecnico, è necessario effettuare una valutazione completa in base alle caratteristiche dei pezzi collegati, alle condizioni operative e ai budget di costo, con una corrispondenza ragionevole dei processi di serraggio.