Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese cliccare qui
#Tendenze
{{{sourceTextContent.title}}}
La velocità è sempre migliore per i cacciaviti?
{{{sourceTextContent.subTitle}}}
Cacciaviti elettrici industriali, cacciavite robotico, cacciavite elettrico senza spazzole
{{{sourceTextContent.description}}}
Nelle operazioni di assemblaggio automatizzato e di avvitamento manuale, la velocità di rotazione degli avvitatori è spesso considerata una metrica chiave per migliorare i tempi del ciclo di produzione. Molti ritengono che:
Più alta è la velocità, più veloce è l'avvitamento e, naturalmente, maggiore è l'efficienza.
Tuttavia, nei reparti di assemblaggio reali, questa conclusione spesso non è vera. La velocità è davvero migliore quando si tratta di cacciaviti? La risposta è: non necessariamente, e potrebbe addirittura ritorcersi contro.
I. La velocità del cacciavite non equivale all'efficienza dell'assemblaggio
In teoria, l'aumento della velocità dei cacciaviti può effettivamente ridurre il tempo di rotazione delle singole viti, ma l'efficienza dell'assemblaggio non è determinata solo dalla "velocità di rotazione" È invece determinata dalla stabilità e dalla percentuale di successo dell'intero processo di avvitamento.
Nella produzione reale, velocità eccessive portano spesso ai seguenti problemi:
La vite gira ad alta velocità prima del corretto innesto della filettatura, causando facilmente filettature incrociate;
L'innesto iniziale della filettatura diventa instabile, con conseguenti viti disallineate e filettature spanate;
L'inerzia eccessiva durante il serraggio finale porta a un superamento della coppia;
Di conseguenza, si verificano frequenti rilavorazioni e i tempi di ciclo rallentano.
Il risultato finale è:
Mentre il tempo di avvitatura singolo diminuisce, il tempo di ciclo complessivo subisce un forte ritardo a causa della rilavorazione.
II. Come migliorare l'efficienza dell'assemblaggio
Quando si avvitano i bulloni, la funzione principale del bullone è quella di fornire una forza di serraggio adeguata per i componenti collegati. Tuttavia, nei processi di serraggio reali, solo il 10% circa della coppia applicata viene convertito in forza di serraggio effettiva. Per garantire che la qualità dell'assemblaggio soddisfi gli standard previsti, le linee di produzione non possono semplicemente completare il serraggio in una sola fase. È invece necessario sviluppare strategie di serraggio ragionevoli in base all'ambiente e alle condizioni operative del bullone.
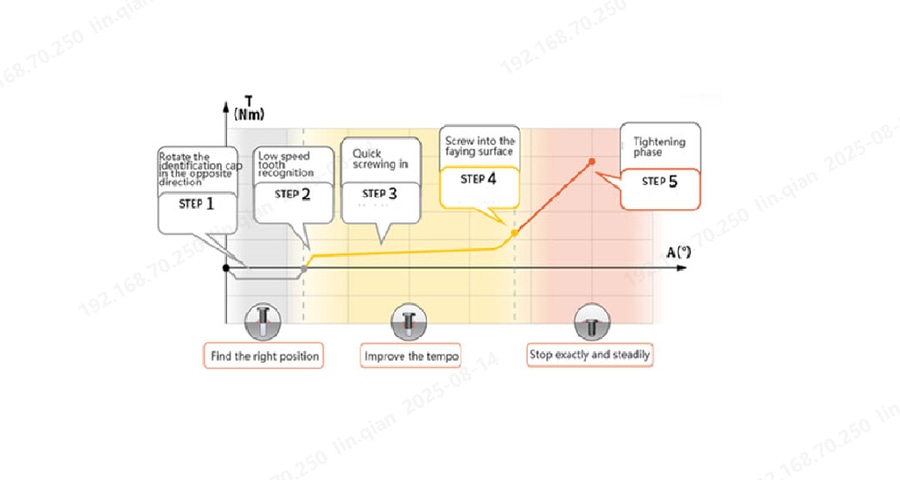
Il processo di serraggio dei bulloni non avviene in un'unica fase, ma piuttosto in più fasi: questa è la base per lo sviluppo di strategie di serraggio.
Per soddisfare i requisiti pratici delle condizioni di lavoro, gli utensili di serraggio intelligenti Danikor richiedono impostazioni diverse per la velocità, la coppia e l'angolo in ogni fase del processo di serraggio.
Inversione della filettatura: utilizzare una rotazione inversa a bassa velocità per allineare correttamente la vite con la filettatura ed entrare nel foro, evitando l'inclinazione della vite. La coppia massima per questa fase è generalmente impostata a circa il 30% del valore target e la durata non deve essere troppo lunga.
Innesto della filettatura a bassa velocità: a velocità inferiori, consentire alla vite di impegnare 1-2 filetti. In questo modo si evitano viti disallineate e si riduce il rischio di filettature incrociate. La velocità è generalmente consigliata per essere leggermente superiore alla coppia di serraggio, oppure può essere impostata sul limite superiore della coppia target.
Avvitamento rapido: in questa fase, la vite viene inserita rapidamente ad alta velocità per migliorare l'efficienza produttiva. La velocità è solitamente impostata sul valore massimo consentito dall'apparecchiatura o dal processo.
Avvicinamento alla sede: quando la vite si avvicina al contatto con il pezzo, si riduce la velocità in modo che la coppia si avvicini gradualmente a una piccola frazione del valore target, garantendo una posizione stabile e affidabile della sede.
Serraggio finale: dopo la fase di contatto, eseguire il serraggio finale. Questa fase viene eseguita a velocità ridotta, per ridurre l'impatto della coppia e rendere la forza di serraggio più uniforme e affidabile.
Impostando diversi limiti di coppia, angolo e tempo per ogni fase e utilizzando strategie di serraggio avanzate come il controllo della coppia di serraggio, non solo è possibile monitorare in tempo reale condizioni anomale come viti flottanti e viti disallineate, ma è anche possibile migliorare l'efficienza dell'assemblaggio garantendo la precisione. Questa strategia graduale consente di combinare liberamente le impostazioni per le diverse fasi della produzione automatizzata in base ai diversi pezzi e ai requisiti di tempo di ciclo, sviluppando così la soluzione di serraggio più adatta e garantendo la qualità dell'assemblaggio finale.