Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese cliccare qui
#Tendenze
{{{sourceTextContent.title}}}
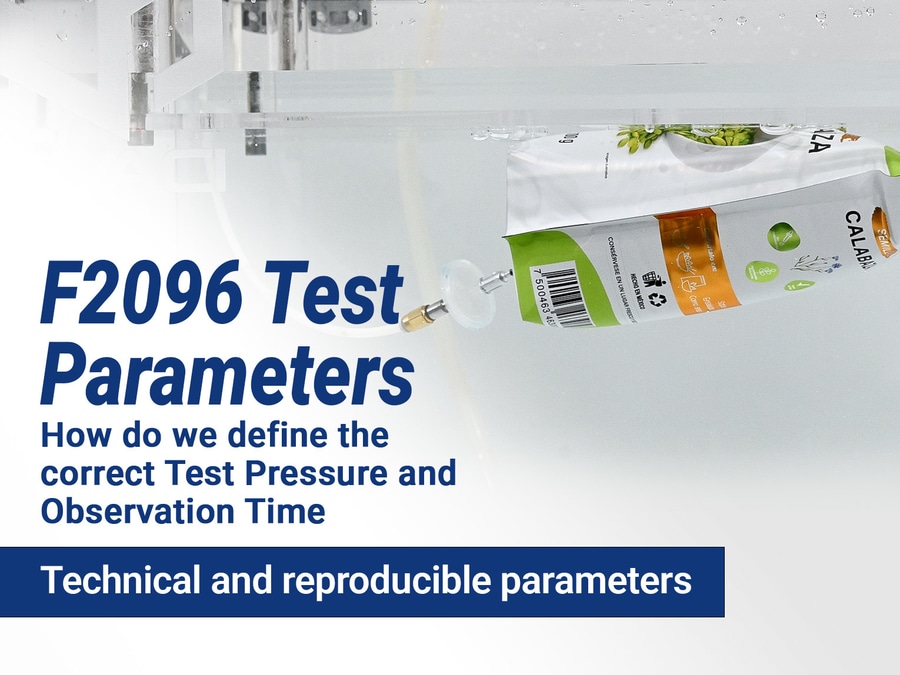
ASTM F2096 Test di tenuta delle bolle - Come definire pressione e tempo
{{{sourceTextContent.subTitle}}}
Parametri tecnici e riproducibili
{{{sourceTextContent.description}}}
Nell'industria farmaceutica condividiamo tutti una responsabilità: garantire che ogni confezione sterile mantenga la sua integrità fino all'uso finale. Una perdita non è solo un difetto: è una non conformità normativa, un rischio per il paziente e un problema che nessuno vuole affrontare. Questo ci porta a una domanda fondamentale: come possiamo definire la pressione di prova corretta e il tempo appropriato per rivelare le perdite reali senza danneggiare la confezione?
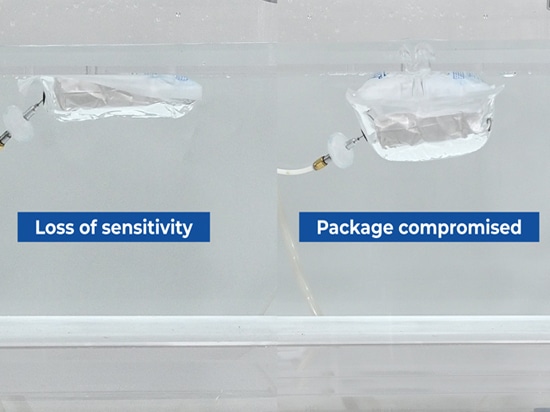
L'ASTM F2096 è il metodo più utilizzato per rispondere a questa domanda, anche se lascia intenzionalmente aperti due parametri: la pressione di prova e il tempo di osservazione. Se questi parametri vengono selezionati in modo errato, il test perde di sensibilità o compromette confezioni altrimenti intatte.
Oggi vi mostreremo come definire questi parametri in modo tecnico e riproducibile. Condivideremo anche un suggerimento che pochi laboratori applicano, ma che può migliorare notevolmente l'affidabilità del vostro test. Rimanete fino alla fine: sono informazioni di grande valore.
A proposito: se desiderate convalidare i vostri parametri di test o rivedere la configurazione del vostro imballaggio con il nostro team tecnico, potete visitare il sito dvaci.com e compilare il modulo di contatto. Saremo lieti di supportarvi.
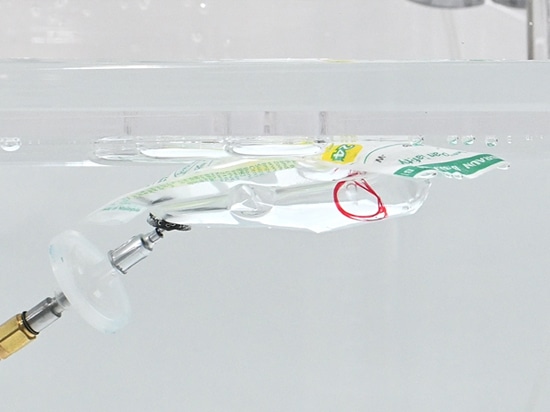
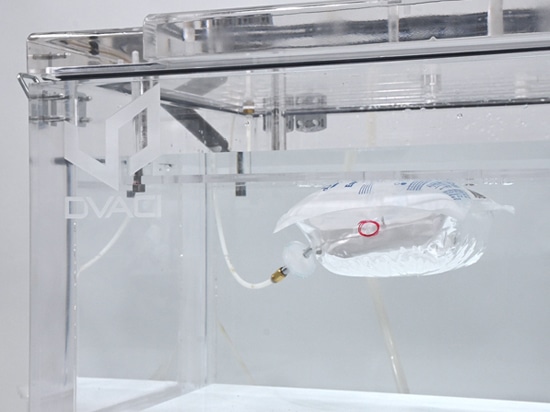
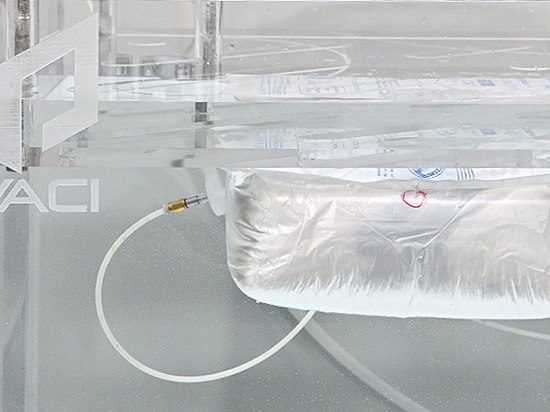
Lo standard stabilisce un principio chiaro: la confezione viene pressurizzata sotto l'acqua e osservata per verificare la presenza di un flusso continuo di bolle che indicherebbe una perdita. Ogni laboratorio deve stabilire la propria pressione di prova e il tempo di mantenimento in pressione, utilizzando una metodologia convalidata. È qui che il campione di controllo diventa essenziale.
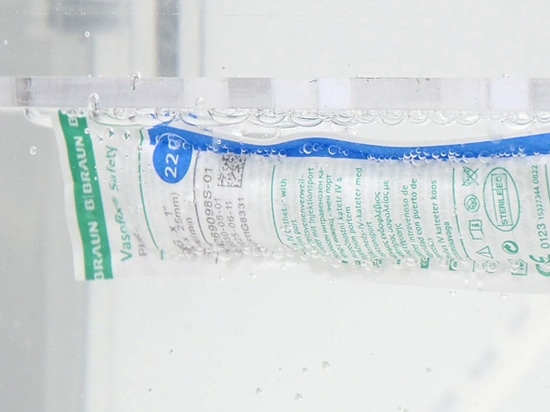
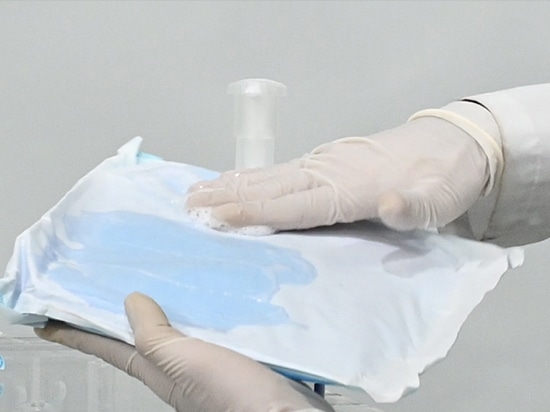
L'ASTM F2096 richiede di utilizzare prima una confezione con un difetto artificiale noto. DVACI ha pubblicato un video che mostra come creare un campione di controllo e vi invita a guardarlo se non l'avete ancora fatto. Questo campione è fondamentale perché consente di identificare la pressione minima alla quale una perdita reale diventa visibilmente rilevabile sotto l'acqua. Questa pressione è il punto di partenza.
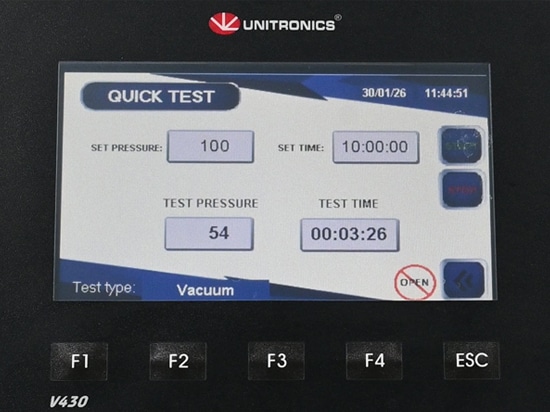
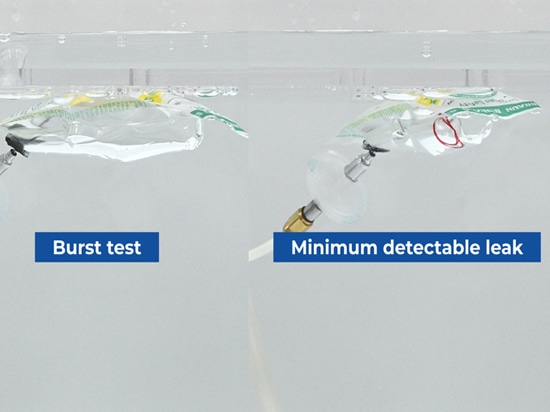
Una volta pressurizzato il campione di controllo e osservata chiaramente la perdita, si ottiene la pressione minima di rivelazione della perdita. Questo valore ci dice che: "al di sotto di questa pressione, il test non è valido" Se vogliamo aumentare la sensibilità, possiamo aumentare leggermente la pressione senza compromettere l'integrità della confezione. Applichiamo una regola semplice ed efficace: utilizzare una pressione compresa tra il 10% e il 30% al di sopra della pressione minima alla quale la perdita è comparsa per la prima volta. Questo aumenta la capacità di rilevamento senza stressare eccessivamente il pacchetto.
Nelle confezioni porose, come quelle realizzate in Tyvek®, la naturale traspirabilità del materiale può generare bolle che non corrispondono a una perdita. La norma ASTM F2096 riconosce questo fenomeno e raccomanda l'uso di un agente bloccante. Abbiamo un video dedicato che mostra come applicarlo correttamente. Se lavorate con Tyvek o carta medicale, vi consigliamo vivamente di rivederlo per evitare false letture e definire parametri affidabili.
Una volta definita la pressione di prova, il passo successivo consiste nello stabilire il tempo di osservazione, utilizzando il campione di controllo come riferimento minimo. Se il campione di controllo rivela una perdita in due minuti, non si può concludere che una confezione sia intatta osservandola per un tempo inferiore. Il tempo di osservazione deve essere uguale o superiore al momento in cui si manifesta la perdita nelle condizioni selezionate.
Inoltre, alcune confezioni possono cambiare comportamento sotto la pressione interna: possono gonfiarsi, tendere i sigilli o addirittura aprirsi lentamente lungo il bordo del sigillo. È importante definire un tempo di osservazione massimo ragionevole ed evitare di interpretare un comportamento meccanico ritardato come una vera perdita.
Ecco un consiglio che quasi nessuno applica e che può migliorare significativamente l'affidabilità del test: eseguire una prova di pressione massima, o prova di scoppio. Sebbene non faccia parte del metodo ASTM F2096, è estremamente utile. Aumentando la pressione fino al cedimento del pacchetto, è possibile identificare il limite superiore di integrità. Quando si conosce sia il punto in cui compare la perdita minima rilevabile sia il punto in cui si verifica lo scoppio, la pressione di prova diventa ovvia, sicura e difendibile durante le verifiche normative.
Prossimamente pubblicheremo due video con esempi reali: uno per una confezione non porosa e uno per una confezione porosa, in cui mostreremo, passo dopo passo, come definire i parametri di prova secondo la norma ASTM F2096 in applicazioni farmaceutiche pratiche. Per rimanere informati su questi casi di studio, vi invitiamo a iscrivervi al nostro canale YouTube. Se questo contenuto è stato utile, vi invitiamo a condividerlo con i vostri team di qualità e produzione.
Ci vediamo al prossimo test.
{{medias[223913].description}}
{{medias[223914].description}}
{{medias[223915].description}}
{{medias[223916].description}}
{{medias[223917].description}}
{{medias[223918].description}}
{{medias[223919].description}}

{{medias[223920].description}}
{{medias[223921].description}}