Vedi traduzione automatica
Questa è una traduzione automatica. Per vedere il testo originale in inglese cliccare qui
#Tendenze
{{{sourceTextContent.title}}}
Soluzione di ottimizzazione per i punti dolenti del serraggio delle viti in una linea di produzione di robot aspirapolvere
{{{sourceTextContent.subTitle}}}
Macchina per il serraggio delle viti, avvitatore elettrico con tracciabilità dei dati, avvitatore elettrico con controllo dell'angolazione
{{{sourceTextContent.description}}}
I. Punti critici dei processi di fissaggio tradizionali nelle linee di assemblaggio di aspirapolvere robot
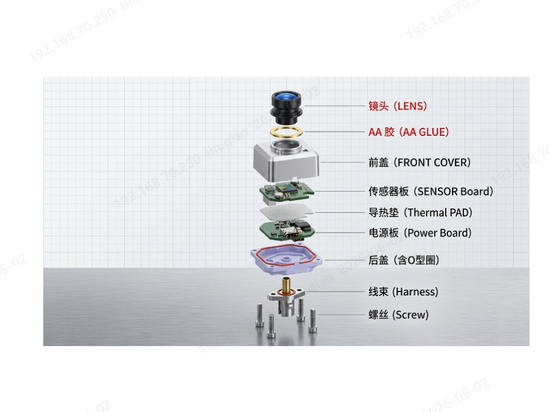
Nel processo di assemblaggio automatizzato di un aspirapolvere robot completo, il fissaggio del telaio è un processo critico che influisce sulla qualità del prodotto e sui tempi di produzione. Il telaio di un aspirapolvere robot è spesso una struttura circolare irregolare in ABS. Al suo interno, integra componenti di precisione come motori di azionamento, condensatori e cablaggi formati. I punti di fissaggio sono sparsi e la struttura dei pezzi è speciale. La produzione tradizionale si affida generalmente al serraggio manuale delle viti, che comporta problemi di produzione di lunga data come scarsa precisione, bassa efficienza, assenza di tracciabilità dei dati e difficoltà di cambio, limitando fortemente gli aggiornamenti dell'automazione della linea di produzione.
1. Difficoltà di allineamento durante il serraggio manuale.
La struttura irregolare del telaio del robot aspirapolvere è complessa. I punti di fissaggio sono sparsi sui lati curvi e nella posizione centrale del motore. Durante il serraggio manuale, gli operatori devono spostare ripetutamente il pezzo e regolare l'angolo di lavoro. L'allineamento delle viti eccentriche richiede molto tempo e ha una bassa precisione. La forza applicata dagli operatori è incoerente e può causare problemi come viti flottanti o filettature spanate. Le operazioni frequenti rischiano inoltre di urtare e graffiare la scocca del telaio. Negli scenari di produzione di massa ad alto volume, il tasso di difettosità del prodotto rimane elevato, aumentando significativamente i costi di rilavorazione e di scarto.
2. La scarsa adattabilità delle attrezzature fisse limita il tempo di produzione della linea.
Le stazioni di fissaggio tradizionali utilizzano stampi a posizionamento fisso dedicati a un singolo modello di macchina, con conseguente scarsa adattabilità. Il settore degli aspirapolvere robot ha una velocità di iterazione dei prodotti molto elevata. Una volta che un nuovo modello ottimizza la struttura del telaio, l'attrezzatura originale viene scartata direttamente, richiedendo lo sviluppo e la lavorazione di un nuovo stampo. Durante il cambio di stampo, l'intera linea di assemblaggio deve fermarsi e attendere, con un grave impatto sull'efficienza produttiva complessiva.
3. I processi di serraggio manuali tradizionali non sono in grado di soddisfare i requisiti di ispezione della qualità intelligente.
L'avvitatura manuale tradizionale si affida interamente all'esperienza dell'operatore per il controllo della forza, non disponendo di funzionalità standardizzate di regolazione della coppia e di moduli di acquisizione dati. Ciò rende impossibile adattarsi a processi di serraggio differenziati per viti in posizioni diverse su un robot aspirapolvere. Inoltre, non viene conservato alcun dato durante la produzione. Le ispezioni di qualità in linea non possono verificare i parametri di serraggio per ogni vite. Se una vite si allenta dopo la spedizione del prodotto, la produzione non è in grado di risalire ai dati della stazione o di identificare la causa principale, non riuscendo a soddisfare i raffinati standard di controllo della qualità e di tracciabilità post-vendita dell'industria degli elettrodomestici intelligenti.
II. Soluzione mirata in loco di Danikor con una macchina di serraggio a vite servoassistita
Per risolvere le difficoltà di fissaggio nella linea di assemblaggio dei robot aspirapolvere, Danikor adotta una soluzione completa che combina un avvitatore elettrico a posizione fissa con un modulo di servo avvitamento. Questa soluzione sostituisce il serraggio manuale e risolve i tradizionali problemi di produzione in sei dimensioni: efficienza, struttura, processo, qualità, flessibilità e dati.
Efficienza di avvitatura migliorata, in linea con il Takt Time continuo della linea di produzione
Il modulo utilizza un controllo ad anello chiuso con azionamento servoelettrico. Rispetto ai moduli tradizionali azionati da cilindri pneumatici, il takt time combinato per l'alimentazione e il fissaggio delle viti è migliorato del 25-30%. Di fronte allo scenario di un fissaggio denso e a più punti sul telaio del robot circolare, il modulo servo consente all'avvitatore elettrico fisso di cambiare posizione rapidamente, eliminando le perdite di tempo dovute al buffering di avvio/arresto del cilindro. Il tempo di fissaggio per telaio si riduce significativamente e il ritmo operativo dell'apparecchiatura corrisponde al takt time di trasporto della linea.
Struttura snella e compatta, per ottimizzare il layout nelle stazioni strette
Dopo l'ottimizzazione strutturale, l'ingombro complessivo del modulo di asservimento è stato ridotto del 43% rispetto ai moduli tradizionali a cilindro pneumatico. La stazione di assemblaggio dei robot aspirapolvere ha uno spazio limitato. Il modulo compatto può essere montato direttamente sopra la linea di assemblaggio, senza richiedere grandi modifiche alla struttura del telaio, risparmiando così spazio.
Pressione verso il basso flessibile e regolabile, che elimina i danni all'alloggiamento in plastica e alle filettature delle viti
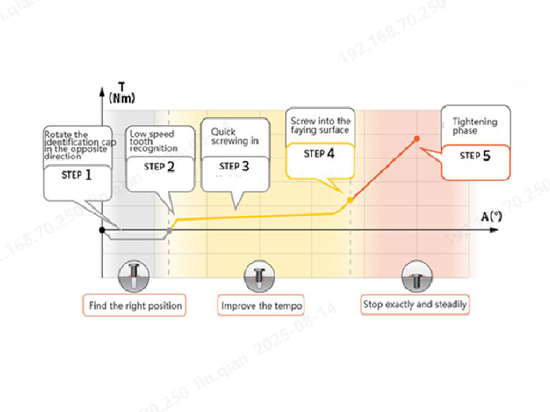
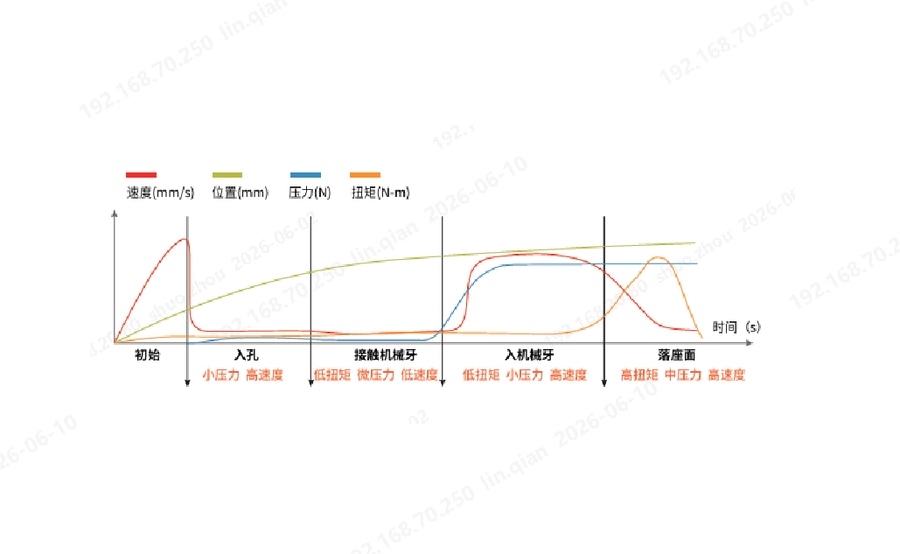
La pressione verso il basso del modulo è controllabile dinamicamente in tempo reale durante tutto il processo, a differenza dell'impatto rigido causato dai vecchi sistemi di pressione a molla. Il telaio del robot aspirapolvere è realizzato in plastica ABS. Durante il fissaggio, il modulo regola il carico secondo una logica segmentata: bassa pressione e alta velocità per l'ingresso nel foro, seguita da una pressione mirata per l'inserimento della filettatura. Non vi è alcun carico d'impatto istantaneo durante l'intero processo, evitando in modo efficace filettature spanate e alloggiamenti incrinati o schiacciati da rottamare.
Controllo flessibile per evitare gli ostacoli, adattandosi ai componenti a diverse altezze all'interno del telaio
Il tubo di aspirazione della vite può interrompere il fissaggio in qualsiasi punto della sua corsa massima di 250 mm, consentendo di evitare in modo flessibile gli ostacoli. All'interno del telaio del robot, componenti come motori e condensatori sono disposti ad altezze diverse, il che comporta notevoli differenze di altezza tra i punti di fissaggio. La capacità del modulo di evitare gli ostacoli gli consente di aggirare automaticamente i componenti sporgenti del pezzo. Ciò elimina la necessità di componenti meccanici aggiuntivi dell'asse Z per l'evitamento, riducendo i costi dell'hardware dell'apparecchiatura e semplificando il programma di controllo.
Monitoraggio della prevenzione degli errori di galleggiamento, per intercettare a monte i difetti delle viti flottanti
Sfruttando la funzione di rilevamento della posizione integrata nel servo, il modulo può monitorare in tempo reale il galleggiamento anomalo della vite (sede incompleta) senza bisogno di un sensore di spostamento aggiuntivo. Nella produzione di massa di robot aspirapolvere, il galleggiamento della vite è un difetto di qualità frequente. Il modulo raccoglie i dati di posizione in tempo reale durante la corsa di avvitamento. Se viene rilevato che una vite non è completamente inserita (flottante), l'apparecchiatura emette immediatamente un allarme e si ferma per scartare il pezzo difettoso, riducendo la produzione di prodotti rilavorati all'origine.
Sistema altamente integrato, per un controllo ad anello chiuso con dati di processo completi
Il modulo servo integra un'unità di raccolta per tutti gli elementi chiave: velocità, posizione, pressione, coppia e tempo. In combinazione con l'avvitatore elettrico fisso, forma un'unità di avvitatura integrata. I dati dell'intero processo di avvitatura vengono memorizzati in tempo reale e possono essere collegati senza problemi al sistema MES della fabbrica. Il sistema conserva completamente la curva del processo di avvitatura per ogni singola vite, compensando la mancanza di conservazione dei dati nell'avvitatura manuale. Questo soddisfa gli standard di controllo della qualità per la tracciabilità del prodotto finito e la diagnosi dei guasti post-vendita.
Inoltre, in caso di iterazioni del prodotto o di modifiche del modello, non è necessario smontare o regolare la posizione di montaggio dell'avvitatore elettrico fisso. È sufficiente modificare il programma di coordinate di movimento del modulo all'interno del sistema di servocontrollo. Un unico set di attrezzature può essere compatibile con la produzione di più telai circolari con specifiche diverse, eliminando gli elevati costi di interruzione della linea di produzione per il tradizionale cambio degli utensili e lo sviluppo ripetuto degli stampi.
Le soluzioni di automazione per il servo serraggio ad alta precisione di Danikor sono profondamente applicate negli scenari di assemblaggio di piccoli elettrodomestici intelligenti. Oltre alla stazione di fissaggio del telaio per aspirapolvere robot, questa soluzione può essere ampiamente adattata ai processi di fissaggio di vari componenti irregolari e di precisione, come i motori di azionamento degli aspirapolvere, gli alloggiamenti principali di controllo per i piccoli elettrodomestici e i dispositivi indossabili intelligenti. Può fornire ai produttori di elettrodomestici sia attrezzature standardizzate che soluzioni di serraggio complessive personalizzate e non standard, contribuendo all'automazione e all'aggiornamento intelligente delle linee di produzione.